
Снайперская винтовка ВСС «Винторез» (Россия / СССР)
| ВСС «Винторез» |
ВСС «Винторез» — винтовка снайперская специальная является частью комплекса БСК (бесшумный снайперский комплекс) состоящего из винтовки, 9-мм снайперского патрона СП-5 (бронебойного патрона СП-6), оптического прицела 1П43 (ПСО-1-1 и ночных прицелов МБНП-18 и 1ПН75).
Снайперская винтовка ВСС «Винторез» разработана конструкторами П. Сердюковым и В. Красниковым в Климовском ЦНИИТочМаш.
В 1987 году новый комплекс ВСС «Винторез», принимают на вооружение частей спецназначения войск КГБ СССР и разведывательно-диверсионных частей Советских Вооруженных сил, и частей внутренних войск МВД под обозначением «винтовка снайперская специальная» (ВСС) индекс 6П29.
| ВСС «Винторез» |
Новое оружие, являющееся групповым средством скрытого нападения и защиты, предназначалось для поражения целей снайперским огнем в условиях, требующих ведения бесшумно-беспламенной стрельбы по открытой живой силе противника (уничтожение командного состава противника; его разведгрупп; наблюдателей и часовых), а также вывод из строя приборов наблюдения, элементов военной техники и уничтожение небронированной техники на дальностях до 400 м днем с оптическим прицелом и 300 м ночью с ночным прицелом.![]()
ВСС «Винторез»
неполная разборка
Конструкция «Винтореза» предельно проста. Особенность ее — ударно-спусковой механизм, состоящий из ударника и двух шептал — одно для автоматического, другое для одиночного огня.
Винтовка ВСС состоит из ствола со ствольной коробкой, глушителя с прицельными приспособлениями, приклада, затворной рамы с газовым поршнем, затвора, возвратного механизма, ударного механизма, спускового механизма, цевья, газовой трубки, крышки ствольной коробки и магазина.
Принцип автоматики и запирания ствола такой же, как у автомата Калашникова.
Автоматика ВСС работает по принципу отвода пороховых газов из канала ствола в газовую камеру, расположенную сверху ствола под пластмассовым цевьем, запирание канала ствола производится поворотом затвора с шестью боевыми выступами. Газовый поршень жестко связан с затворной рамой. Внутри поршень полый, и в него входит своим передним концом возвратно-боевая пружина. УСМ — ударникового типа, допускает ведение как одиночного, так и автоматического огня.
Флажок предохранителя, выведенный на правую сторону ствольной коробки, одновременно с этим закрывает паз для рукоятки перезаряжания, предохраняя коробку от попадания внутрь пыли и грязи. Переводчик вида огня смонтирован внутри спусковой скобы, за спусковым крючком. При его горизонтальном перемещении вправо ведется одиночный огонь, а при перемещении влево — автоматическая стрельба. Рукоятка перезаряжания расположена с правой стороны ствольной коробки.
Прицельные приспособления состоят из открытого секторного прицела, смонтированного на корпусе глушителя и рассчитанного на дальность стрельбы до 400 м, и мушки в намушнике. На ВСС «Винторез» может устанавливаться прицел типа ПСО-1, любой штатный ночной прицел (НСПУМ, НСПУ-3), а также прицелы типа ПО-3х34 со специальным переходником.
Питание осуществляется из пластмассового коробчатого магазина с двухрядным расположением емкостью 10 или 20 патронов.
| ВСС «Винторез» оснащенный ночным прицелом |
Приклад деревянный, выполнен подобно СВД и снабжен резиновым затылком.
Винтовка ВСС «Винторез» оснащена интегрированным прибором для бесшумно-беспламенной стрельбы (ПБС), надетым на ствол. Действие ПБС винтовки связано с необычным устройством самого ствола. Передняя его часть, закрытая глушителем, имеет шесть рядов сквозных отверстий, выполненных по дну нарезов. При выстреле, по мере продвижения пули по каналу ствола, пороховые газы выходят через эти отверстия в цилиндр глушителя, а затем последовательно рассеиваются, проходят расширительные камеры, сепаратор, разбиваются на взаимогасящие потоки, охлаждаются сеткой-радиатором, свернутой в рулон. Сепаратор включает несколько перегородок, установленных под разными углами к оси канала ствола. Подобная конструкция глушителя, наряду с использованием патрона СП-5 с оптимальными баллистическими характеристиками, позволила значительно снизить уровень демаскирующих признаков (звук и пламя выстрела).
ВСС «Винторез»
при использовании
Стрельба из ВСС «Винторез» производится специальными патронами СП-5 и СП-6.
9-мм снайперский патрон СП-5 с тяжелой пулей массой 16,2 г создан конструкторами ЦНИИТОЧМАШа Н.Забелин, Л. Дворянинова и Ю. Фролов, на основе гильзы промежуточного патрона обр. 1943 г. Дозвуковая начальная скорость пули этого патрона (270 — 280 м/с) обеспечивает необходимое снижение уровня звука при использовании глушителя, а увеличенная масса пули со стальным сердечником — достаточное пробивное действие на дальностях до 400 м. Масса патрона СП-5 — 32,2 г, длина патрона — 56 мм. Относительно небольшая скорость тяжелой пули отчасти компенсируется ее высокой энергией и поперечной нагрузкой, что обеспечивает устойчивость на траектории и достаточное пробивное действие. На основе СП-5 разработан «бронебойный» патрон СП-6. СП-6 имеет пулю с сердечником из карбида вольфрама и пороховой заряд, усиленный по сравнению с патроном СП-5 на 20%, что позволяет пробивать 6-мм стальную плиту на дистанции 100 метров. На дистанции 200 метров пуля патрона СП-6 пробивает стальной лист толщиной 6 мм, на дистанции 500 метров — толщиной 2 мм при безусловном поражении живых целей, находящихся за этими укрытиями.
| Калибр, мм | 9х39 |
| Вес, кг — без патронов и прицела — с патронами и прицелом — с патронами и ночным прицелом | 2.6 3.41 5.93 |
| Длина, мм | 894 |
| Длина ствола, мм | 210 |
| Начальная скорость пули, м/с | 290 |
| Прицельная дальность, м — с открытым прицелом — с оптическим прицелом — с ночным прицелом | 400 400 300 |
| Темп стрельбы, выстр/мин | 600 |
| Емкость магазина, кол. патронов | 10; 20 |
Снайперская винтовка ВСС «Винторез» может разбираться на три узла (ствол с глушителем, ствольная коробка с ударно-спусковым механизмом и приклад) и вместе с прицелом и магазинами упаковывается в чемоданчик типа «дипломат» размерами 450х370х140 мм, причем время, необходимое для перевода оружия из транспортного положения в боевое, составляет не более 1 минуты.
Ресурс винтовки ВСС официально составляет 1500 выстрелов, но при своевременном уходе, чистке и смазке это оружие выдерживает до 5000 выстрелов без ухудшения качества боя.
Винтовка ВСС сконструирована для выполнения точной, аккуратной и тихой работы по принципу «укусил и скрылся». Не следует увлекаться частой и длительной стрельбой из нее. Для точности боя люфты между рабочими поверхностями рабочих частей оставлены минимальными, и после отстрела трех полных магазинов отложения порохового нагара отрицательно сказываются на безупречности работы механизма. В непрерывном режиме оружие выдерживает и большее количество выстрелов, но, остыв после этого, «Винторез» начинает давать задержки. Это явление особенно дает о себе знать в сырую погоду, ибо при повышенной влажности воздуха пороховой нагар имеет свойство «разбухать». Поэтому винтовку нужно чистить как можно чаще.
К недостаткам этой винтовки, по опыту ее боевого использования в войсках, относится невысокая прочность некоторых частей, особенно крышки ствольной коробки, а также щелчок при переключении рычага предохранителя-переводчика режимов огня. Винтовка ВСС, так же как и любое другое снайперское оружие, требует особо бережного обращения, что не всегда удается соблюдать в боевых условиях.
Винтовка ВСС, так же как и любое другое снайперское оружие, требует особо бережного обращения, что не всегда удается соблюдать в боевых условиях.
В боевом применении «Винторез» оказался на порядок результативнее всех известных образцов оружия такого класса и назначения.
Производство снайперской винтовки ВСС «Винторез» было налажено на Тульском оружейном заводе.
ВСС «Винторез» была принята на вооружение спецподразделений ВС и МВД России, а также ФСБ и службы охраны президента. Кроме того, была налажена поставка этого оружия на экспорт в страны Ближнего Востока и Южной Америки, а также в США.
Конструкция винтовки была признана настолько удачной, что на ее основе создали Автомат Специальный (АС) «Вал» и малогабаритный автомат СР-3 «Вихрь».
Пошаговая инструкция изготовления приклада «Винторез»
Любителям «антуражных» тактических пейнтбольных маркеров в наше время есть из чего выбирать: на рынке представлены как уже готовые модели тактических маркеров, так и всевозможные тактические «обвесы», приклады и прочие тюнинговые изделия, добавляющие «серьезности» пейнтбольному оружию. Однако фантазия пейнтболистов развита на порядок сильнее, чем у производителей различных апгрейдов и для удовлетворения собственных потребностей иногда приходиться работать собственными руками.
Однако фантазия пейнтболистов развита на порядок сильнее, чем у производителей различных апгрейдов и для удовлетворения собственных потребностей иногда приходиться работать собственными руками.
Необходимые инструменты и материалы:
1. Фанера (7-8 мм и 9 мм)
2. Клей эпоксидный универсальный
3. Струбцины
4. Напильник полукруглый
5. Стамеска
6. Держатель для наждака
7. Наждачная бумага
8. Лак
9. Морилка
10. Мелочевка (кисточки, валики, линейка)
11. Электролобзик
12. Дрель
13. Распечатанный шаблон приклада.
Вырезанный трафарет с контурами ручки маркера:
Закрепляем струбцинами две заготовки фанеры, которые будут служить внешними слоями приклада (я брал 7-8 мм). Обводим трафарет и выпиливаем.
Обводим трафарет и выпиливаем.
Далее высверливаем, а затем выпиливаем внутренности
Результат:
Затем аналогично выпиливаем внутреннюю часть и получаем следующее (на снимках пока не видно, но у внешних заготовок выпиливаем перегородку между отверстиями (далее будет видно)):
Далее, склеиваем внутренние части эпоксидкой, прижав струбцинами (заготовки лучше склеивать постепенно, с интервалом сутки. Меньше вероятность, что они съедут, да и мороки меньше)
После того, как все заготовки склеены, берем напильник и доводим до такого вида, а затем шкурим наждачкой, постепенно снижая ее зернистость
После обработки морилкой (2 слоя) и покрытия лаком получаем следующее:
В заключении несколько уточнений:
1. Толщина фанеры на внутреннюю часть — 2 шт по 9мм, на внешнюю – 2шт по 7-8 мм. Внутреннюю часть надо подбирать так, чтобы в сумме была толщина рукоятки маркера.
Толщина фанеры на внутреннюю часть — 2 шт по 9мм, на внешнюю – 2шт по 7-8 мм. Внутреннюю часть надо подбирать так, чтобы в сумме была толщина рукоятки маркера.
2. Шаблон приклада на сайте выложен в реальном размере. Распечатывать следует на формате лиcта A3
Редакция Russian Partizans благодарит Хантера из ТПК «Сталкеры» за предоставленные материалы
Оружие. «Винторез» (ВСС) в разрезе.: aks_4645923 — LiveJournal
ВСС (Винтовка снайперская специальная) — бесшумная снайперская винтовка для подразделений специального назначения.Индекс ГРАУ — 6П29. Разработана в 1980-х годах в ЦНИИточмаш г. Климовска под руководством П. И. Сердюкова.
Название «Винторез» осталось в обиходе после его использования в конструкторской документации.
История ВСС:
До 1970-х годов подразделениями специального назначения СССР применялись в основном доработанные образцы стрелково-гранатомётного оружия общевойскового назначения, оснащённые интегрированными глушителями и использовавшие специальные патроны с дозвуковой скоростью полёта пули. В качестве примера можно привести комплексы «Тишина» на базе АКМ и «Канарейка» на базе АКС-74У, а также пистолеты ПБ и АПБ. Однако подобные решения имели свои недостатки (например, значительное увеличение размеров у пистолетов с глушителями, резкое снижение дальности эффективной стрельбы у автоматов с ПБС-1 и его ограниченный ресурс), поэтому параллельно в ЦНИИточмаш под руководством НИУ КГБ и ГРУ ГШ СССР создавались специальные образцы узконаправленного назначения, которые бы могли обеспечивать бо́льшую скрытность действий спецподразделений.
В качестве примера можно привести комплексы «Тишина» на базе АКМ и «Канарейка» на базе АКС-74У, а также пистолеты ПБ и АПБ. Однако подобные решения имели свои недостатки (например, значительное увеличение размеров у пистолетов с глушителями, резкое снижение дальности эффективной стрельбы у автоматов с ПБС-1 и его ограниченный ресурс), поэтому параллельно в ЦНИИточмаш под руководством НИУ КГБ и ГРУ ГШ СССР создавались специальные образцы узконаправленного назначения, которые бы могли обеспечивать бо́льшую скрытность действий спецподразделений.
Противоречивые тактико-технические требования к снайперской винтовке и автомату, выдвинутые различными ведомствами, стали причиной того, что к 1983 году были согласованы с заказчиками только требования по снайперской винтовке, заключавшиеся в следующем[1]:
- скрытное поражение живой силы противника на дальностях до 400 м;
- пробитие стального армейского шлема на дальности 400 м;
- возможность использования оптических прицелов днём и электронно-оптических ночью;
- компактность и лёгкость;
- возможность разборки на основные узлы для скрытной транспортировки и быстрая сборка после этого.

Для удовлетворения конкурирующих требований конструкторам пришлось разрабатывать новые боеприпасы (подробнее в статье 9×39 мм).
Первый вариант винтовки, получивший индекс РГ036, был создан под руководством В. Ф. Красникова под патрон7,62 УС, применявшийся в бесшумных комплексах на базе автомата Калашникова. Винтовка имела оригинальную конструкцию системы газоотвода: расположенный вокруг ствола кольцеобразный газовый поршень выступал также в роли задней стенки расширительной камеры глушителя. Это упрощало и облегчало конструкцию оружия, однако отрицательно сказалось на надёжности в различных условиях эксплуатации[1].
В конце 1981 года был создан второй вариант винтовки под тем же индексом, но под патрон РГ037 и с более традиционным газоотводом через боковое отверстие в стенке ствола, жёстко запираемого поворотом затвора. Система глушения звука выстрела состояла из камерного надульного глушителя и расширительной камеры и позволяла снизить звуковое давление до уровня пистолета ПБ. Помимо этого отличительной особенностью винтовки были небольшие габариты (длина — 815 мм) и малая масса (всего 1,8 кг), несмотря на которые она обеспечивала поражение живой силы в армейских касках или за листовой сталью толщиной 1,6 мм.
Помимо этого отличительной особенностью винтовки были небольшие габариты (длина — 815 мм) и малая масса (всего 1,8 кг), несмотря на которые она обеспечивала поражение живой силы в армейских касках или за листовой сталью толщиной 1,6 мм.
Новая винтовка выдержала предварительные испытания, однако в 1985 году были утверждены требования для бесшумного автомата, исходя из которых он должен был обеспечивать поражение противника в бронежилетах6Б2 на дальности 400 м. В связи с этим конструкторы винтовки пришли к выводу, что патрон РГ037 окажется неэффективным для борьбы с противником в перспективных средствах индивидуальной защиты, поэтому дальнейшие работы по нему были прекращены, а снайперская винтовка полностью переделана под разработанный вскоре патрон 9×39 мм. На вооружение подразделений КГБ и ГРУ она поступила в 1987 году и в дальнейшем послужила основой для разработки АС «Вал».
Устройство:
Принцип работы автоматики — газоотвод. Запирание осуществляется поворотом личинки затвора при поступательном движении затворной рамы — с запиранием на шесть боевых упоров. Ударно-спусковой механизм обеспечивает как ведение огня одиночными выстрелами, так и стрельбу очередями. Надо заметить, ведение автоматического огня через глушитель, вне зависимости от его конструкции, всегда негативно сказывается на качестве глушения. Пороховые газы не успевают рассеяться и охладиться, не успевает упасть давление. Винтовка ВСС имеет интегрированный в конструкцию глушитель расширительного типа с переотражающими ударные волны пороховых газов кольцевыми элементами-диафрагмами. Ствол имеет несколько отверстий для сброса давления в заднюю полость глушителя (что и отличает интегрированный глушитель от обычного). Для чистки и хранения глушитель может быть отделён, однако стрельба без него запрещена. Глушение звука выстрела основано на интегрирующем принципе. При прохождении пули мимо множества отверстий в стенках ствола пороховые газы проникают через них в расширительную камеру глушителя не сразу, а последовательно. При таком последовательном расширении раскалённых пороховых газов их температура падает, следовательно, сокращается объём и «выхлопное» давление.
Ударно-спусковой механизм обеспечивает как ведение огня одиночными выстрелами, так и стрельбу очередями. Надо заметить, ведение автоматического огня через глушитель, вне зависимости от его конструкции, всегда негативно сказывается на качестве глушения. Пороховые газы не успевают рассеяться и охладиться, не успевает упасть давление. Винтовка ВСС имеет интегрированный в конструкцию глушитель расширительного типа с переотражающими ударные волны пороховых газов кольцевыми элементами-диафрагмами. Ствол имеет несколько отверстий для сброса давления в заднюю полость глушителя (что и отличает интегрированный глушитель от обычного). Для чистки и хранения глушитель может быть отделён, однако стрельба без него запрещена. Глушение звука выстрела основано на интегрирующем принципе. При прохождении пули мимо множества отверстий в стенках ствола пороховые газы проникают через них в расширительную камеру глушителя не сразу, а последовательно. При таком последовательном расширении раскалённых пороховых газов их температура падает, следовательно, сокращается объём и «выхлопное» давление. Кроме того, при вышеописанном процессе единый звуковой выхлоп дробится на многие составляющие. Остаточные звуковые волны, отражаясь от косо поставленных перегородок сепаратора, накладываются друг на друга в противоположных фазах и взаимно поглощаются.
Кроме того, при вышеописанном процессе единый звуковой выхлоп дробится на многие составляющие. Остаточные звуковые волны, отражаясь от косо поставленных перегородок сепаратора, накладываются друг на друга в противоположных фазах и взаимно поглощаются.
Прицельные приспособления винтовки состоят из открытого механического прицела (на задней части глушителя регулируемый целик, градуированный до 400 м, и размещённая на дульной части глушителя мушка с защитной стойкой), а также бокового кронштейна для крепления ряда оптических и ночных прицелов. В частности, штатного оптического прицела ПСО-1-1 (отличающегося от ПСО-1 иной прицельной маркой под намного более крутую траекторию пуль патрона СП-5 и СП-6).
ВСС оснащена деревянным нескладным прикладом, весьма схожим по конструкции с прикладом винтовки СВД, но с более широкой и удобной рукояткой управления. Приклад снимается для уменьшения габаритов при хранении оружия.
На базе ВСС разработан и принят на вооружение автомат «Вал» АС (автомат специальный). От ВСС отличается наличием складного металлического приклада, магазином большей емкости — 20 вместо 10 патронов (магазины взаимозаменяемы). Снаряжаться магазин может обоймами.
От ВСС отличается наличием складного металлического приклада, магазином большей емкости — 20 вместо 10 патронов (магазины взаимозаменяемы). Снаряжаться магазин может обоймами.
На ВСС имеется крепление типа «ласточкин хвост», вследствие чего может прикрепляться прицел типа ПСО-1, любой штатный ночной прицел (НСПУМ, НСПУ-3), а также прицелы типа ПО 4х34 со специальным переходником; на кожухе глушителя установлен также открытый секторный прицел.
Ресурс ВСС официально составляет 1500 выстрелов, но при своевременном уходе, чистке и смазке это оружие выдерживает до 5000 выстрелов без ухудшения качества боя.
ВСС не является полностью бесшумным оружием. Звук выстрела приблизительно соответствует малокалиберной винтовке и может быть различён лишь в тишине, что значительно лучше, чем у оружия с глушителями. Однако, оружие, оснащённое глушителем и использующее, как и ВСС, дозвуковой боеприпас, зачастую способно иметь сопоставимую громкость выстрела.
(с)
Винтовка снайперская специальная «Винторез»: история создания известного оружия
В семидесятых годах двадцатого столетия усиливался накал противоборства между западным миром и странами социалистического лагеря, возникали и расширяли свою географию все новые и новые «необъявленные войны» и локальные конфликты.
В то время советскими подразделениями специального назначения использовались модернизированные образцы уже имеющегося оружия. К примеру, «Тишина» и «Канарейка», созданные на базе АКС-74у и АКМ, были оборудованы интегрированным глушителем и имели специальный патрон с дозвуковой скоростью пули. Тем не менее, наличие определенных недостатков этих образцов сделало необходимым создание новых чертежей специального вооружения данного типа.
От нового оружия требовалось выполнение следующих задач:
- Оружие должно скрытно уничтожать живую силу противника на расстоянии до четырехсот метров;
- Пробивать армейский стальной шлем на той же дистанции;
- Иметь возможность применять оптический прицел днем и электронно-оптический прицел ночью;
- Оружие должно быть легким и компактным;
- В целях обеспечения скрытой транспортировки, требовалась возможность быстро собрать и разобрать оружие на основные компоненты.

Первым вариантом такого оружия стал автомат с индексом РГО36 под патроны калибра 7.62. Обладая упрощенной конструкцией, что обеспечивалась за счет оригинальной системы газоотвода, автомат сильно отставал в надежности. После доработки чертежей в 1981 году свет увидел автомат с индексом РГО37, надежность которого была на порядок выше, чем у предшественника. Испытания показали, что оружие обеспечивало выполнение поставленных задач, а его технические характеристики были удовлетворительными.
Тем не менее, в 1985 году требования к винтовке стали жестче, и от нее уже требовалось поражать противника в бронежилетах 6Б2 на расстоянии четырехсот метров. Результатом ужесточения требований стало решение перепроектировать винтовку под патрон 9х39 мм. И уже в 1987 году КГБ и ГРУ получили на вооружение снайперскую винтовку «Винторез».
Снайперская винтовка “Винторез”
Общее описание
ВСС «Винторез» обладает классическими отработанными конструктивными решениями, что позволило достичь высоких показателей ТТХ. Автоматика винтовки работает за счет применения энергии, создаваемой пороховыми газами, что из канала ствола перемещаются в газовую камеру, в результате чего возникает кинетическая энергия, необходимая для работы автоматики. Ствол винтовки «Винторез» отпирается и запирается посредством поворота затвора, имеющего шесть боевых выступов, а ударниковый тип ударно–спускового механизма такой же, как и у автомата Калашникова, и позволяет вести огонь как одиночными выстрелами, так и стрельбу очередями. Патроны подаются из магазина, что имеет двухрядную секторную конструкцию, а патроны в нем расположены в шахматном порядке. Затвор досылает патрон в патронник. На затворе расположен подпружиненный качающийся выбрасыватель, который извлекает стреляную гильзу. Отражается гильза размещенным в затворе подпружиненным отражателем.
Автоматика винтовки работает за счет применения энергии, создаваемой пороховыми газами, что из канала ствола перемещаются в газовую камеру, в результате чего возникает кинетическая энергия, необходимая для работы автоматики. Ствол винтовки «Винторез» отпирается и запирается посредством поворота затвора, имеющего шесть боевых выступов, а ударниковый тип ударно–спускового механизма такой же, как и у автомата Калашникова, и позволяет вести огонь как одиночными выстрелами, так и стрельбу очередями. Патроны подаются из магазина, что имеет двухрядную секторную конструкцию, а патроны в нем расположены в шахматном порядке. Затвор досылает патрон в патронник. На затворе расположен подпружиненный качающийся выбрасыватель, который извлекает стреляную гильзу. Отражается гильза размещенным в затворе подпружиненным отражателем.
ВСС «Винторез» состоит из следующих основных частей:
- Из ствола, что соединен со ствольной коробкой;
- Из затвора и приклада;
- Затворной рамы с газовым поршнем;
- Возвратного механизма;
- Ударника;
- Боевой пружины и направляющей;
- Из ударно-спускового механизма;
- Крышки и ствольной коробки;
- Корпуса глушителя;
- Цевье также входит в число основных частей винтовки.
Части винтовки
На хромированном стволе винтовки имеется правая резьба с шестью нарезами. Длина ствола составляет двести миллиметров. Предварительный поворот затвора при запирании обеспечивается благодаря наличию на пеньке ствола выступов со скосами. Средняя часть ствола оборудована газовой камерой, а наличие цилиндрической поверхности, на которой расположились кольцевые проточки, позволяет установить корпус глушителя.
Дульная часть имеет 54 отверстия, что сделаны по нарезам ствола. За счет отверстий газы не задерживаются в канале ствола, а местом их сброса служит расширительная камера глушителя. Расположенная на дульной части ствола специальной формы пружина сепаратора центрирует глушитель с осью канала ствола. Устройство узла центрирования имеет оригинальную конструкцию и находится под защитой патента РФ.
Отверстия на стволе для пороховых газов
Ствольная коробка
Механизмы и части ВСС «Винторез» соединяются ствольной коробкой. Процесс ее изготовления трудоемкий, т.к. материалом для ее изготовления служит стальная заготовка, а изготавливается коробка посредством фрезерования. Как следствие, коробка имеет и высокую стоимость. Впрочем, высокая надежность и кучность стрельбы вполне оправдывают ее недешевую стоимость, к тому же спецподразделениям полагается иметь оружие, качественно превосходящее общевойсковое. Крышка, что закрывает коробку сверху, препятствует загрязнению находящихся внутри частей и механизмов. Изготавливается крышка посредством штамповки, а материалом служит тонкая листовая сталь. Выдавки, сделанные в крышке, придают ей жесткость. Через выполненное на правой стороне крышки окно выбрасываются гильзы, а специальный вырез обеспечивает движение рукояти затворной рамы.
Процесс ее изготовления трудоемкий, т.к. материалом для ее изготовления служит стальная заготовка, а изготавливается коробка посредством фрезерования. Как следствие, коробка имеет и высокую стоимость. Впрочем, высокая надежность и кучность стрельбы вполне оправдывают ее недешевую стоимость, к тому же спецподразделениям полагается иметь оружие, качественно превосходящее общевойсковое. Крышка, что закрывает коробку сверху, препятствует загрязнению находящихся внутри частей и механизмов. Изготавливается крышка посредством штамповки, а материалом служит тонкая листовая сталь. Выдавки, сделанные в крышке, придают ей жесткость. Через выполненное на правой стороне крышки окно выбрасываются гильзы, а специальный вырез обеспечивает движение рукояти затворной рамы.
Предохранитель
Чтобы предотвратить ненужные выстрелы во время перемещения, падений и при случайном нажатии на спусковой крючок, на ВСС «Винторез» установлен предохранитель, включение которого не позволяет спусковому крючку сделать поворот. Взаимное расположение затворной рамы и затвора в момент, когда закрывается канал ствола и запирается затвор, вместе с автоспуском блокируют возможность нежелательных выстрелов, когда затвор не заперт.
Взаимное расположение затворной рамы и затвора в момент, когда закрывается канал ствола и запирается затвор, вместе с автоспуском блокируют возможность нежелательных выстрелов, когда затвор не заперт.
С левой стороны ствольная коробка оснащена выступами типа «ласточкин хвост», который позволяет использовать оптические прицелы. С помощью двух передних и центрального выступа крепятся дневные оптические прицелы, а ночные электронно-оптические крепятся на центральном и двух задних выступах.
При том, что конструкция спускового механизма дает возможность вести как одиночный, так и автоматический огонь, основным режимом является все же одиночный. Режим огня меняется специальным переводчиком, прикрепленным к ствольной коробке внутри спусковой скобы, за спусковым крючком. Режим одиночной стрельбы обозначен одной точкой, автоматического огня – двумя точками. Переводчик смещается в нужное положение большим или указательным пальцами руки, которая удерживает рукоятку.
Для того, чтобы избежать слишком сильного воздействия работы механизмов на оружие, и тем самым повысить точность, затвор и затворная рама сделаны легкими. Для этой же цели существуют шесть запирающихся упоров затвора. Упоры и выступы ствольной коробки взаимодействуют между собой. Также нижние боевые упоры досылают патроны. Копирные пазы на затворной раме и ведущие выступы затвора, взаимодействуя между собой, отпирают и запирают затвор, поворачивая его вокруг продольной оси. Тем самым канал ствола запирается жестко и симметрично, а энергии, необходимой для отпирания затвора, требуется гораздо меньше.
Ствольная коробка
Также для повышения точности использован ударный механизм ударникового типа. Помимо того, что данное решение значительно облегчило работу автоматики, спуск с боевого взвода обеспечивает оружию небольшой возмущающий импульс. Это и скомпонованный особым образом газоотводный узел в итоге снижают «подбрасывание» ствола во время стрельбы, а также упрощают возможность увидеть итоги выстрела через оптический прицел.
После того, как сделан выстрел или произведено заряжание оружия, затворная рама с затвором возвращается в переднее положение посредством возвратного механизма. Крышка ствольной коробки также фиксируется возвратным механизмом. Телескопическая конструкция направляющей возвратной пружины и стержня способствует достижению необходимой длины хода затворной рамы. Наличие полиуретановой прокладки обеспечивает снижение шума в момент, когда подвижная система в заднем положении ударяется в конструкцию упора возвратного механизма. Наличие уплотнительного кольца между крышкой ствольной коробки и выступом упора возвратного механизма исключает попадание пороховых газов в лицо стрелка.
Глушитель
Глушитель «Винтореза», в составе которого сепаратор и корпус глушителя, является интегрированным. Корпус составляют расширительная камера, обеспечивающая предварительный сброс газов, и камера надульного глушителя. Передняя часть корпуса вмещает в себя сепаратор.
Сепаратор выполнен в виде штампо-сварной конструкции, включающей в себя втулку, шайбу, обойму и вставку.
Соосность корпуса и сепаратора обеспечивается шайбой и втулкой с цилиндрической поверхностью. Пружина сепаратора, занявшая дульную часть ствола, соединена с сепаратором конической поверхностью втулки.
Два сухарных соединения и защелка крепят глушитель на стволе винтовки и обеспечивают легкую съемку и установку глушителя. Когда пуля при выстреле проходит переднюю перфорированную часть ствола, часть образовавшихся пороховых газов устремляется к расширительной камере глушителя через имеющиеся в стволе боковые отверстия. При этом происходит снижение давления и скорости газов в канале ствола после того, как пуля уже вылетела. Сепаратор «расчленяет» струю пороховых газов, которые попадают на него, пройдя дульную часть ствола. Такое «расчленение» несет создание многочисленных разнонаправленных потоков, скорость и температура которых при этом значительно снижается.
Дозвуковая скорость и невысокая температура истекающих из глушителя газов не позволяют появиться хлопку и дульному пламени, а звуковой уровень составляет примерно 130дБ, обычно присущий малокалиберным винтовкам. Благодаря тому, что глушитель интегрирован, уменьшилась и общая длина оружия. Корпус глушителя располагает на себе мушку и ее основание, а также колодку прицела и прицельную планку.
Благодаря тому, что глушитель интегрирован, уменьшилась и общая длина оружия. Корпус глушителя располагает на себе мушку и ее основание, а также колодку прицела и прицельную планку.
Приклад и цевье
Приклад винтовки сделан из многослойной фанеры, и, подобно прикладу СВД, является прикладом скелетного типа. Ствольная коробка соединяется с прикладом при помощи накладки с выступами типа «ласточкин хвост» и фиксатора. Оригинальная конструкция фиксатора находится под защитой патента РФ. Фиксатор позволяет быстро снимать и присоединять приклад, и при креплении отсутствует люфт.
Цевье ВСС «Винторез» пластмассовое, предохраняет руки от ожогов, способствует удобству управления оружием.
Прицелы
Прицел ПСО-1-1 по своей структуре напоминает прицел ПСО-1 для СВД, только с некоторыми изменениями: прицелПСО-1-1 имеет дистанционную шкалу, предусматривающую баллистику патрона СП-5. Также для дневной стрельбы на ВСС «Винторез» может быть поставлен прицел 1П43.
Ночная стрельба из «Винтореза», как правило, производится с использованием прицелов НСПУ-3 или МБНП-1.
Если нет возможности использовать оптический прицел, используется прицел секторного типа и регулируемая мушка в намушнике, что находятся на корпусе глушителя.
ТТХ ВСС «Винторез»:
ТТХ винтовки
Подводя итоги, следует отметить, что ВСС «Винторез» сегодня, благодаря своей надежности, простоте и удобству при использовании и транспортировке, а также высокой эффективности при выполнении поставленных боевых задач, является самым высококлассным и передовым оружием данного типа. Даже американский спецназ предпочитает пользоваться в спецоперациях именно ей, несмотря на то, что НАТОвские разработки разрекламированы куда больше.
Manyaks WORLD — Огнестрельное оружие — Снайперское оружие
Бесшумный снайперский комплекс, ВСС
«Винторез» (такое же оружие со складным прикладом называется АС (автомат
специальный) «Вал».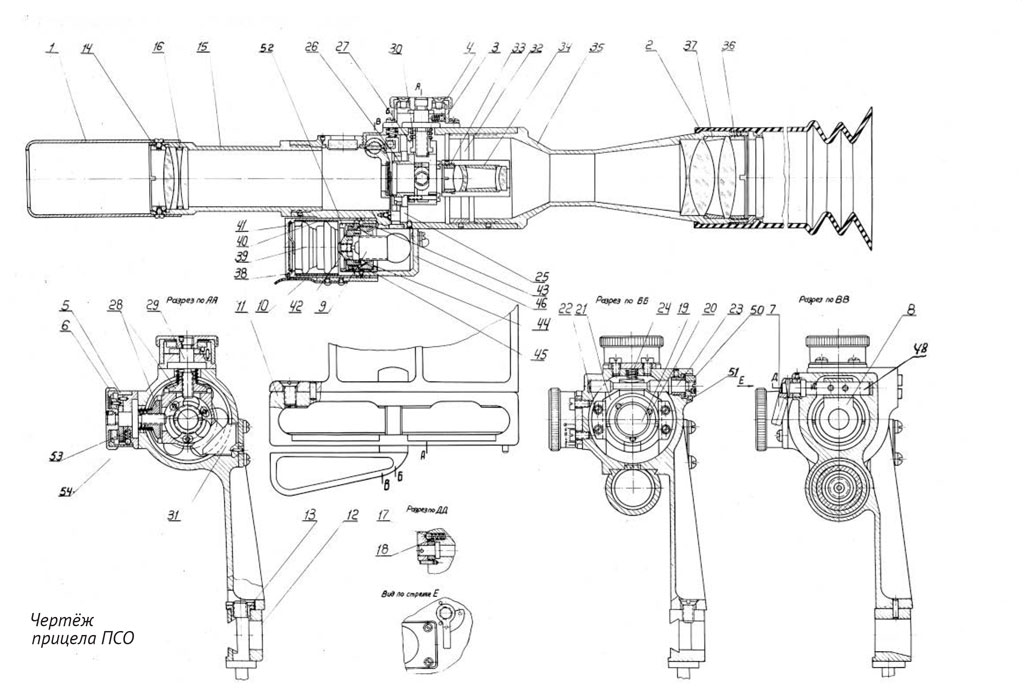 Винтовка и автомат были разработаны конструкторами
П.Сердюковым и В.Красниковым в Климовском ЦНИИ точного машиностроения и приняты
на вооружение в 1987 г. Серийно выпускается на ТОЗ. Под комплексом понимается
сочетание <оружие-патрон>, это винтовка снайперская специальная
«Винторез» (ВСС) и специальный патрон СП-5 (калибр 9х39, снайперский). ВСС
«Винторез» предназначен для ведения бесшумной и беспламенной стрельбы на
дальность до 400 м. ВСС имеют автоматику на основе отвода пороховых газов,
запирание канала ствола производится поворотом затвора с шестью боевыми
выступами. Ведущим звеном является затворная рама. Работа автоматики отличается
низким уровнем шума. Ударный механизм — ударникового типа. ВСС имеет переводчик
на автоматический огонь, что позволяет использовать винтовку в ближнем
бою. Снижение звука выстрела происходит за счет охлаждения и
рассеивания пороховых газов, а также устранения сверхзвуковой волны от пули.
Винтовка и автомат были разработаны конструкторами
П.Сердюковым и В.Красниковым в Климовском ЦНИИ точного машиностроения и приняты
на вооружение в 1987 г. Серийно выпускается на ТОЗ. Под комплексом понимается
сочетание <оружие-патрон>, это винтовка снайперская специальная
«Винторез» (ВСС) и специальный патрон СП-5 (калибр 9х39, снайперский). ВСС
«Винторез» предназначен для ведения бесшумной и беспламенной стрельбы на
дальность до 400 м. ВСС имеют автоматику на основе отвода пороховых газов,
запирание канала ствола производится поворотом затвора с шестью боевыми
выступами. Ведущим звеном является затворная рама. Работа автоматики отличается
низким уровнем шума. Ударный механизм — ударникового типа. ВСС имеет переводчик
на автоматический огонь, что позволяет использовать винтовку в ближнем
бою. Снижение звука выстрела происходит за счет охлаждения и
рассеивания пороховых газов, а также устранения сверхзвуковой волны от пули.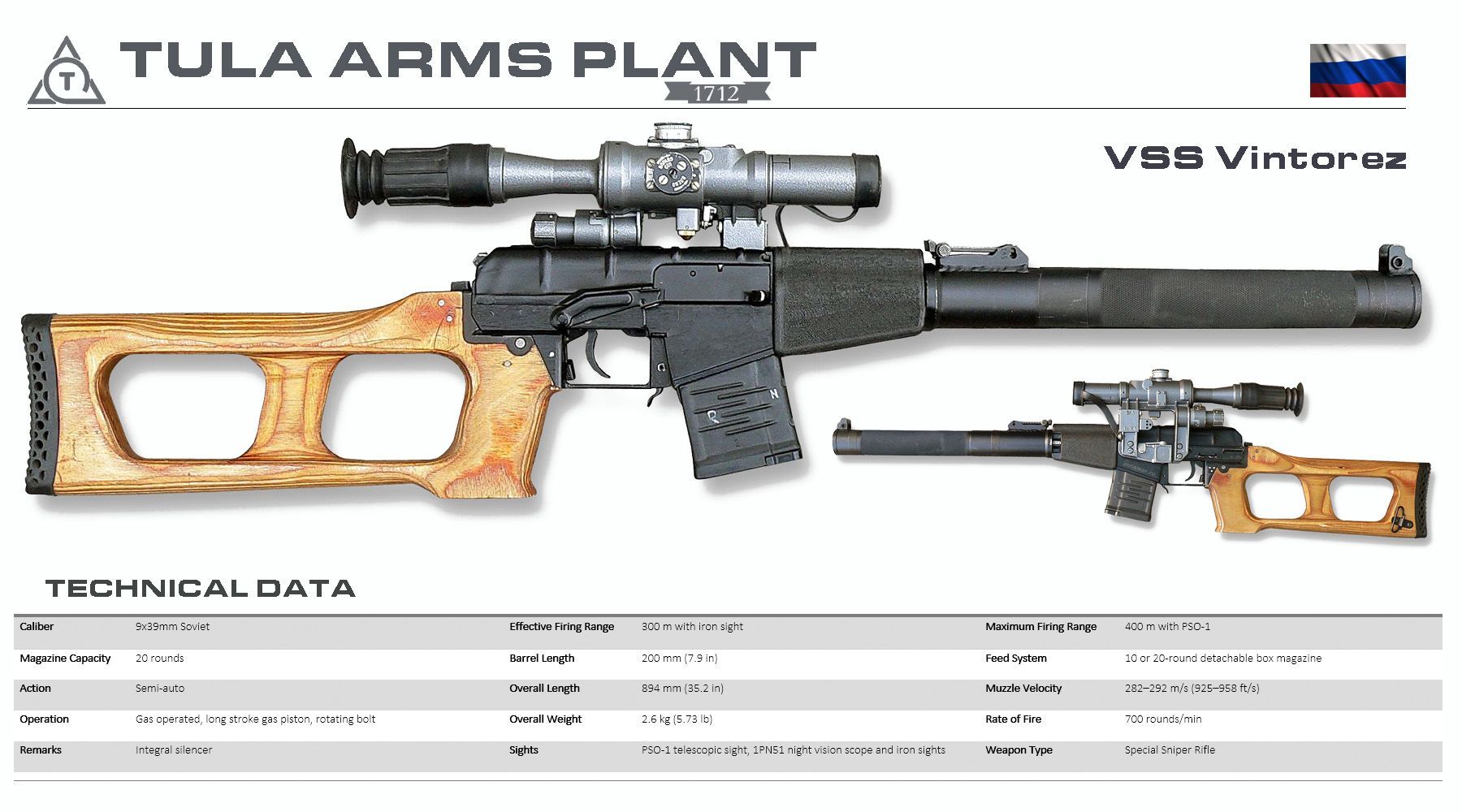 Интегрированный глушитель целиком накрывает ствол впереди короткого цевья. Газы
отводятся в глушитель через ряды отверстий, выполненных в стволе по дну нарезов.
В глушителе газы последовательно рассеиваются, проходят расширительные камеры,
сепаратор, разбиваются на взаимогасящие потоки, охлаждаются сеткой-радиатором,
свернутой в рулон. Сепаратор включает несколько перегородок, установленных под
разными углами к оси канала ствола. Специальный 9-мм патрон СП-5 (масса патрона — 23 г, содержит
оболочечную пулю весом 16,2 г со свинцовым сердечником и
начальную скорость
пули — 305 м/с) и 9-мм патрон СП-6 созданы в ЦНИИ ТМ на основе гильзы
промежуточного патрона обр.1943 г. Сравнительно небольшая отдача и высокая
точность изготовления «снайперского» СП-5 конструкции Н.Забелина
способствует меткой стрельбе. Дозвуковая скорость пули, как и во всех бесшумных
образцах, ограничивает прицельную дальность 400 (с ночным прицелом — 300)
метрами.
Интегрированный глушитель целиком накрывает ствол впереди короткого цевья. Газы
отводятся в глушитель через ряды отверстий, выполненных в стволе по дну нарезов.
В глушителе газы последовательно рассеиваются, проходят расширительные камеры,
сепаратор, разбиваются на взаимогасящие потоки, охлаждаются сеткой-радиатором,
свернутой в рулон. Сепаратор включает несколько перегородок, установленных под
разными углами к оси канала ствола. Специальный 9-мм патрон СП-5 (масса патрона — 23 г, содержит
оболочечную пулю весом 16,2 г со свинцовым сердечником и
начальную скорость
пули — 305 м/с) и 9-мм патрон СП-6 созданы в ЦНИИ ТМ на основе гильзы
промежуточного патрона обр.1943 г. Сравнительно небольшая отдача и высокая
точность изготовления «снайперского» СП-5 конструкции Н.Забелина
способствует меткой стрельбе. Дозвуковая скорость пули, как и во всех бесшумных
образцах, ограничивает прицельную дальность 400 (с ночным прицелом — 300)
метрами. Относительно небольшая скорость тяжелой пули отчасти компенсируется ее
высокой поперечной нагрузкой, что обеспечивает устойчивость на траектории и
достаточное пробивное действие: с 500 м пуля пробивает 2-мм стальной лист, с 400
м поражает цели в бронежилетах 2-3 классов. Патрон СП-6 разработан Н.Фроловым,
СП-6 имеет пулю с сердечником из карбида вольфрама, пробивает 6-мм стальную
плиту на дистанции 100 метров, предназначен для стрельбы из автомата АС.
Магазины — сменные, пластмассовые на 10 или 20 патронов, с
шахматным их расположением. Снаряжаться магазин может прямо из обоймы. ВСС легко
разбираются на крупные узлы: ствол со ствольной коробкой, деталями автоматики,
ударно-спусковым механизмом и цевьем, глушитель с прицельными приспособлениями,
приклад. Все это вместе с прицелами и магазинами укладывается в <дипломат>
размером 450х370х140 мм. Сборка оружия в зависимости от подготовки стрелка
занимает от 30 до 60 секунд.
Относительно небольшая скорость тяжелой пули отчасти компенсируется ее
высокой поперечной нагрузкой, что обеспечивает устойчивость на траектории и
достаточное пробивное действие: с 500 м пуля пробивает 2-мм стальной лист, с 400
м поражает цели в бронежилетах 2-3 классов. Патрон СП-6 разработан Н.Фроловым,
СП-6 имеет пулю с сердечником из карбида вольфрама, пробивает 6-мм стальную
плиту на дистанции 100 метров, предназначен для стрельбы из автомата АС.
Магазины — сменные, пластмассовые на 10 или 20 патронов, с
шахматным их расположением. Снаряжаться магазин может прямо из обоймы. ВСС легко
разбираются на крупные узлы: ствол со ствольной коробкой, деталями автоматики,
ударно-спусковым механизмом и цевьем, глушитель с прицельными приспособлениями,
приклад. Все это вместе с прицелами и магазинами укладывается в <дипломат>
размером 450х370х140 мм. Сборка оружия в зависимости от подготовки стрелка
занимает от 30 до 60 секунд. Для переноски оружия в собранном виде служит
чехол. На ВСС крепится прицел типа ПСО-1, любой штатный ночной прицел
(НСПУМ, НСПУ-3), а также прицелы типа ПО-3х34 со специальным переходником; на
кожухе глушителя установлен также открытый секторный прицел.
Для переноски оружия в собранном виде служит
чехол. На ВСС крепится прицел типа ПСО-1, любой штатный ночной прицел
(НСПУМ, НСПУ-3), а также прицелы типа ПО-3х34 со специальным переходником; на
кожухе глушителя установлен также открытый секторный прицел.
Масштабы чертежей — Чертежик
Масштабы чертежей. Масштабом называется отношение линейных размеров изображения предмета на чертеже к действительным размерам предмета.
Масштабы чертежей бывают численные, линейные, поперечные (десятичные) и угловые (пропорциональные).
Численный масштаб обозначается дробью, которая показываем кратность увеличения или уменьшения размеров изображения на чертеже. Численный масштаб обозначается дробью, которая показываем кратность увеличения или уменьшения размеров изображения на чертеже.
Графические масштабы на чертежеВ зависимости от сложности и величины изображения, ею назначения, стадии проектирования на чертежах применяются:
1. ) Масштабы уменьшения: 1:2; 1 :2,5; 1:4; 1 : 5; 1 : 10; 1 : 15; 1:20; 1:25; 1 : 40; 1:50; 1:75; 1: 100; 1:200; 1:400; 1:500; 1:800; 1:1000. (
) Масштабы уменьшения: 1:2; 1 :2,5; 1:4; 1 : 5; 1 : 10; 1 : 15; 1:20; 1:25; 1 : 40; 1:50; 1:75; 1: 100; 1:200; 1:400; 1:500; 1:800; 1:1000. (
Пример: допустим дана длина 5000 мм. Необходимо начертить в масштабе 1:100, то чертится отрезок размером 50 мм.)
При проектировании генеральных планов крупных объектов допускается применять масштабы: 1:2000; 1:5000; 1: 10000; 1:20000; 1:25000; 1: 50000.
2.) Масштабы увеличения: 2:1; 2,5:1; 4:1; 5:1; 10:1; 20:1; 40:1; 50:1; 100: 1.
Пример: допустим дана длина 50 мм. Необходимо начертить в масштабе 2:1, то чертится отрезок длиной 100 мм.)
В необходимых случаях допускается применять масштабы увеличения 100-n : I. где n — целое число.
3.) Натуральная величина: 1:1.(пример: длина детали 10 мм., соответственно, чертим линию размером 10мм. )
Масштаб должен указываться на всех чертежах, кроме некоторых строительных, а также чертежей, воспроизводимых путем клиширования или фотографирования.
Если на листе все чертежи выполнены в одном масштабе, то его значение проставляют в соответствующей графе основной надписи по типу 1:1; 1:2; 2:1 и т. д. Если на одном листе помещены чертежи разного масштаба, то масштаб указывают под названием соответствующего чертежа но типу М1:1; М1:2 и т. д.
Линейный масштаб на чертеже имеет вид линии с делениями, означающими какую-нибудь меру длины, например метр, километр и т. п. Линейные масштабы удобны тем, что с их помощью можно без вычисления определять по чертежу действительные размеры. По линейному масштабу отсчет размеров можно про-изводим.
п. Линейные масштабы удобны тем, что с их помощью можно без вычисления определять по чертежу действительные размеры. По линейному масштабу отсчет размеров можно про-изводим.
Поперечный масштаб, позволяющий измерять размеры на чертеже с точностью до 0,01 принятой единицы длины, применяется в топографическом черчении.
Угловые (пропорциональные) маштабы применяют для построения изображений в уменьшенном или увеличенном в несколько раз виде.
Угловым масштабом целесообразно пользоваться, когда масштаб чертежа неопределенный 1 : n, где n может быть любое целое или дробное число и при ограниченном количестве размеров на чертеже.
Применение масштабов смотрите в примерах чертежей и в разделе чтение сборочного чертежа
Болторезы для тяжелых условий эксплуатации Размер: 42 дюйма L — Болторез Ridgid
234 доллара. 99 234,99 $
99 234,99 $
- Убедитесь, что это подходит, введя номер модели.

- Зажимы из закаленной легированной стали, спроектированные и изготовленные для обеспечения максимального срока службы лезвия
- Onestep Внутренний кулачковый механизм обеспечивает самый быстрый и простой способ точно выровнять режущие лезвия контролируемая резка хрустящей корочки
- Различная производительность для различных типов металлов
- Для мягкой стали. Для мягких металлов емкость составляет 11/16 дюйма
Резак для болтов Evans Draw, Резак для болтов Evans 7300 Draw
Новое и подержанное деревообрабатывающее оборудование > Оборудование для производства столешниц > Эванс Модель 7300 Резак для вытяжных болтов
Станок для резки анкерных болтов модели 7300 компании Evans Machiney прост, точен и безопасен в эксплуатации и предназначен для фрезерования вырезов для анкерных болтов менее чем за одну минуту на столешницах или барных стойках. При фрезеровании левых или правых резов под углом 90, 45 или 22-1/2 градуса корректировки не требуются. Просто установите приспособление и активируйте зажимные цилиндры, удерживающие верхнюю часть на месте. Направляющий фрезер, установленный на линейных направляющих для легкого перемещения, через алюминиевый шаблон. Evans 7300 предназначен для направления сверху и в то же время для фрезерования снизу, обеспечивая требуемую точность и обеспечивая чрезвычайно безопасную работу. Определенно для экономии времени, так как для выполнения вырезов требуется только один проход.
При фрезеровании левых или правых резов под углом 90, 45 или 22-1/2 градуса корректировки не требуются. Просто установите приспособление и активируйте зажимные цилиндры, удерживающие верхнюю часть на месте. Направляющий фрезер, установленный на линейных направляющих для легкого перемещения, через алюминиевый шаблон. Evans 7300 предназначен для направления сверху и в то же время для фрезерования снизу, обеспечивая требуемую точность и обеспечивая чрезвычайно безопасную работу. Определенно для экономии времени, так как для выполнения вырезов требуется только один проход.
| Технические характеристики машины | ||||||||
| Потребность в воздухе | 100 фунтов на квадратный дюйм | |||||||
| Электрика | 110В | |||||||
| Отпечаток стопы | 35 x 40 дюймов | |||||||
| Количество вырезов | 4 | |||||||
| Рабочая высота | 35 дюймов | |||||||
| Вес в ящике | 170 фунтов. | |||||||
Evans Model 7300 Литература по фрезе для вытяжных болтов
| Производитель | Модель машины | Инвентарный номер | Цена по прейскуранту производителя |
| Эванс | 7300 | 0000623 | 5200 долларов.00 |
Оригинал — Выберите Draw Cigar Cutter
Описание
- Ваш товар будет доставлен в течение 24-48 часов с понедельника по пятницу. Заказы будут отправлены почтой первого класса USPS.
- Вашему заказу будет присвоен номер для отслеживания, и его можно будет отследить через веб-сайт USPS по адресу www.
 usps.com. Вам будет отправлено электронное письмо с подтверждением того, что ваш заказ отправлен вместе с номером отслеживания.
usps.com. Вам будет отправлено электронное письмо с подтверждением того, что ваш заказ отправлен вместе с номером отслеживания. - Заказы, размещенные после 12:00 по тихоокеанскому времени, будут отправлены на следующий день.Мы отправляем заказы с понедельника по пятницу, кроме праздников. Заказы, размещенные в субботу и воскресенье, будут отправлены в понедельник.
Международные перевозки
Из-за более длительных сроков доставки, часто 30 дней и более, а также из-за ненадежности таможенных и почтовых служб во многих странах. Выберите Draw будет отправлен через вариант доставки FedEx. Пожалуйста, напишите по адресу [email protected], чтобы узнать тарифы на международную доставку.
- Обратите внимание, что некоторые страны могут задерживать отправления на таможне в течение определенного периода времени и могут взимать таможенные сборы, за которые вы будете нести ответственность.К сожалению, мы не можем взять на себя ответственность за посылки, находящиеся на таможне.
 Пожалуйста, свяжитесь с вашим местным таможенным агентством.
Пожалуйста, свяжитесь с вашим местным таможенным агентством.
Служба поддержки клиентов
Экспертное обслуживание клиентов является одним из основных приоритетов компании Select Draw Cigar Cutters. Мы стремимся к совершенству и полной удовлетворенности клиентов в каждой сделке. Если мы не сможем обеспечить менее чем звездное обслуживание клиентов, свяжитесь с нами по адресу [email protected].
В Select Draw мы поддерживаем наш продукт, и наша политика возврата действует в течение 15 дней.Если с момента покупки прошло 15 дней, к сожалению, мы не можем предложить вам возврат или обмен, за исключением случаев производственной ошибки или дефекта резака. Покупатель несет ответственность за комиссию за пополнение запасов в размере 10% и покрывает расходы на доставку для возврата. На все фрезы Select Draw распространяется гарантия 1 год с даты покупки. Эта гарантия распространяется на дефекты изготовления или материалов. Наши резаки рассчитаны на долгий срок службы, и мы используем самые надежные материалы в производстве. Select Draw поддерживает наше мастерство, дизайн и выбор материалов.Наша гарантия не распространяется на нормальный износ, неразумное использование или небрежное обращение.
Select Draw поддерживает наше мастерство, дизайн и выбор материалов.Наша гарантия не распространяется на нормальный износ, неразумное использование или небрежное обращение.
Будет ли «винторез» автоматизирован или заменен роботами?
78% шанс автоматизации
«Винторезы», вероятно, будут заменены роботами.
Эта вакансия рейтинговая #427 из #702. Более высокий рейтинг (т. е. меньшее число) означает, что работа с меньшей вероятностью будет заменена.
Хотите поделиться? Нажмите для фейсбук, Твиттер, LinkedIn или СИН.👍
Описание работы
Установка, эксплуатация или уход за машинами для распиловки, резки, резки, прорези, штамповки, обжима, надреза, сгибания или выпрямления металлических или пластиковых материалов.
Сведения о работе
- Код SOC (Стандартной классификации профессий): 51-4031.
 00
00 - Среднегодовая заработная плата в США составляет $ 34 210,00
- Средняя почасовая заработная плата составляет $ 16,00
- В настоящее время на этой работе занято 192 800 человек
☝️ Информация, основанная на справочной профессии «Наладчики, операторы и операторы станков для резки, штамповки и прессования, и тендеры, металл и пластик».
Также известен как…
Задания для «Винторезов»
- Затачивание затупленных лезвий с помощью настольных шлифовальных станков, абразивных кругов или токарных станков.
- Поверните регуляторы, чтобы установить скорость резания, подачу или угол наклона стола для определенных операций.
- Осмотрите готовые детали на наличие дефектов, таких как сколы на краях или поврежденные поверхности, и отсортируйте дефектные детали по типам дефектов.

- Разметьте опорные линии на заготовках в качестве направляющих для операций резки в соответствии с чертежами, шаблонами, образцами деталей или спецификациями.
- Чистка и смазка машин.
- Маркировка идентификационных данных на заготовках.
- Загрузка заготовок, пластиковых материалов или химических растворов в машины.
- Зачистите заусенцы или острые края с помощью переносных шлифовальных машин, скоростных токарных станков или полировальных домкратов.
- Установка упоров на станины, замена штампов и регулировка компонентов, таких как домкраты или силовые прессы, при выполнении нескольких или последовательных проходов.
- Чистая рабочая зона.
- Предварительный нагрев заготовок с помощью нагревательных печей или ручных горелок.
- Испытание и регулировка скорости или действий машины в соответствии со спецификациями продукта с помощью калибров и ручных инструментов.
- Установка, эксплуатация или уход за машинами для распиловки, резки, резки, прорези, штамповки, обжима, надрезов, гибки или выпрямления металлических или пластиковых материалов.
- Отрегулируйте ход поршня прессов до заданной длины с помощью ручных инструментов.
- Ознакомьтесь с рабочими заданиями или производственными графиками, чтобы определить спецификации, такие как используемые материалы, расположение линий резки или размеры и допуски.
- Использование вилочных погрузчиков для доставки материалов.
- Ручная формовка, резка или отделка заготовок с использованием таких инструментов, как настольные пилы, ручные салазки или наковальни.
- Измерение готовых заготовок для проверки соответствия спецификациям с использованием микрометров, калибров, штангенциркулей, шаблонов или линеек.
- Планировать последовательность операций, применяя знания о физических свойствах материалов заготовок.

- Оттачивайте фрезы с масляными камнями для удаления зазубрин.
- Выберите, очистите и установите прокладки, резиновые втулки или резцы на оправки.
- Поверните клапаны, чтобы запустить поток охлаждающей жидкости в области резки или запустить поток воздуха, который сдувает стружку из пропилов.
- Проденьте концы рулонов металла с бобин через продольно-резательные станки и закрепите концы на моталках.
- Установите направляющие, упоры, удерживающие блоки или другие приспособления для фиксации и направления заготовок с помощью ручных инструментов и измерительных устройств.
- Смажьте детали маслом.
- С помощью гаечных ключей задайте натяжение, высоту и угол лезвия для выполнения заданных разрезов.
- Размещайте заготовки на столах для резки вручную или с помощью лебедок, кранов или салазок.

- Расположите, выровняйте и закрепите заготовки относительно приспособлений или упоров на станине станка или на штампах.
- Запускайте машины, следите за их работой и записывайте рабочие данные.
- Замените неисправные ножи или колеса с помощью ручного инструмента.
- Установите, выровняйте и заблокируйте определенные пуансоны, штампы, режущие лезвия или другие приспособления в поршнях или станинах машин, используя калибры, шаблоны, щупы, прокладки и ручные инструменты.
- Снимите корпуса, подающие трубки, держатели инструментов или другие аксессуары для замены изношенных или сломанных деталей, таких как пружины или втулки.
Сопутствующие технологии и инструменты
- Мостовые краны
- Универсальные ножи
- Прецизионные линейки
- Шестигранные ключи
- Разметочные весы
- Персональные компьютеры
- Стержневые фрезы
- Металлические чертилки
- Электроножницы
- Шприц для смазки
- Стамески по металлу
- Штангенциркули
- Домкраты для поддонов
- Транспортиры
- Скребки для очистки
- Портативные шлифовальные машины
- Нагревательные печи
- Пробивные прессы
- Револьверно-пробивные станки с ЧПУ с ЧПУ
- Компьютерные терминалы
- Прецизионные файлы
- Разрезные станки
- Защитные перчатки
- Настольные шлифовальные станки
- Прямые отвертки
- Эшелоны транзита
- Машины для резки
- Машины для термической резки
- Штангенциркули
- Машины для стрижки
- Высекальные прессы
- Тумблеры
- Многоштамповые прессы
- Этикетировочные машины
- Зуборезные станки
- Наковальни
- Обжимные машины
- Гидравлические прессы
- Ручные тележки
- Ручные плоскогубцы с фиксатором
- Скоростные токарные станки
- Формовочные прессы
- Вырубные прессы
- С-образные зажимы
- Многоосевые станки с числовым программным управлением
- Защитные наушники
- Шаблоны макетов
- Кувалды
- Линейки
- Мощные гильотинные ножницы
- Зубофрезерные прессы
- Ручные пилы
- Абразивные круги
- Ручные кусачки
- Автопогрузчики
- Плашки для резки металла
- Щупы
- Цифровые микрометры
- Револьверные прессы
- Прокладки
- Высекальные машины
- Разводные ручные ключи
- Кулачковые молотки
- Меры
- Электропилы
- Настольные пилы
- Пресс-ножницы
- Трубогибы
- Оборудование для очистки паром
- Точильные бруски
- Вилочные погрузчики
- Листогибочный пресс с электроприводом
- Проволочные щетки
- Ручные фонари
- Ручные щипцы для листового металла
- Пильные станки
- Комбинированные квадраты
- Подъемное оборудование
- Токарные станки настольные
- Программное обеспечение для автоматизированной инвентаризации
- Autodesk AutoCAD
- Программное обеспечение ЧПУ с числовым программным управлением
- Ударные системы SS-Punch
- Microsoft Excel
- Microsoft Word
- Microsoft Office
- САП
| Дата | HS код | Описание | Описание | Порт разряда | блок | Количество | Значение (INR) | за единицу (INR) | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ноябрь 22 2016 | 82034090 | БОЛТОРЕЗ ТИПА GS (АРТ. НОМЕР: BC14) (РАЗМЕР: 14 (350 ММ)) (2000 ШТ. X 2.5 долларов США) НОМЕР: BC14) (РАЗМЕР: 14 (350 ММ)) (2000 ШТ. X 2.5 долларов США) | Китай | Нхава-Шева море | сом | 1 800 | 342 531 | 190 | |||
| ноябрь 22 2016 | 82034090 | Boltter GS типа GS (ART NO: BC30) (размер: 30 (750 мм) (1000 шт. X 7.00 USD) | Китай | 7 China | 7 Nhava Sheva Sea | KGS | 3750 | 7 479 544 | 7 128 | ||
| ноябрь 22 2016 | 82034090 | БОЛТОРЕЗ ТИПА GS (АРТ. НОМЕР:BC24) (РАЗМЕР: 24 (600 ММ) (6000 ШТ. X 5.00 долларов США) | Китай | Нхава-Шева море | сом | 13 500 | 2 055 187 | 152 | |||
| 82034090 | 14-318-23 Boltter Raitter — Tubour Change 18 (@usd 5. 1809 x 192 PCS) 1809 x 192 PCS) | Китай | KN | KGS | 296 | 69,120 | 234 | ||||
| ноябрь 22 2016 | 82034090 | БОЛТОРЕЗ ТИПА GS (АРТ. НОМЕР: BC12) (РАЗМЕР: 12 (300 ММ)) (1500 ШТ. X 2.19 долларов США) | Китай | Нхава-Шева море | сом | 1,170 | 225,043 | 192 | |||
| 7 | 7 1,170 | ноябрь 22 2016 | 82034090 | Bott Cutter GS Тип (Art No: BC18) (размер: 18 (450 мм) (3000 шт. X 3.30 usd) | 7 Китай | 7 Nhava Sheva She | KGS | KGS | 4500 | 678,212 | 7 151 |
| ноябрь 22 2016 | 82034090 | 14-314-23 БОЛТОРЕЗ 14 (@ 4 доллара США. 1200 X 192 шт) 1200 X 192 шт) | Китай | Нхава-Шева море | сом | 192 | 54 966 | 286 | 7 ноябрь 22 2016 | 82034090 | минилл болта (арт NO. BC08) (размер: 8 (200 мм)) (3000 PCSX 0,98 USD) | 7 China | 7 Nhava Sheva She | KGS | 950750 | 269 |
| 7 ноябрь 22 2016 | 82034090 | БОЛТОРЕЗ ТИПА GS (АРТ. НОМЕР:BC36) (РАЗМЕР: 36 (900 ММ) 750 PCSX 9.10 долларов США) | Китай | Нхава-Шева море | сом | 3,750 | 467,555 | 125 | |||
| 7 | 7 ноябрь 22 2016 | 82034090 | Bott Cutter GS Тип | ||||||||
| ноябрь 22 2016 | 82034090 | 14-312-23 БОЛТОРЕЗ — КОВАНАЯ РУЧКА 12 (@ 3 доллара США. 7904 X 192 шт) 7904 X 192 шт) | Китай | Нхава-Шева море | сом | 156 | 50 569 | 324 | |||
| 82034090 | 8340-2001 | 8340-200JL Boltter (инструменты для промышленного использования) | Германия | Delhi Air Cargo | 7 набор | 2 | 2 445 | 1,222 | |||
| ноябрь 09 2016 | 82034010 | GR BS БОЛТОРЕЗ, 1=450MM АРТИКУЛ № 6017700 (1 NOS X 33.20) | Германия | Ченнайское море | сом | 2 | 2 532 | 1 582 | |||
| ноябрь 08 2016 | 82034090 | 14-330-23 (30 Boltter) (ручные инструменты) | Китай | Nhava Sheva Seva | UNT | 72 | 50,271 | 7 698 | |||
| ноябрь 08 2016 | 82034010 | Bott Cutter (для промышленного использования) | Великобритания | Bombay Air Cargo | PCS | 1 | 1 | 1 096 | 7 1 096 | ||
| ноябрь 07 2016 | 82034090 | Boltter 42 Light 175 PCS | Китай | 7 Nhava Sheva Sea | KGS | 1,298 | 155 490 | 120 | |||
| ноябрь 07 2016 | 82034090 | Boltter 18 Light 950 PCS | Китай | 7 KGS | 1,330 | 162 506 | 122 | ||||
| ноябрь 07 2016 | 82034090 | Болт резак 30 свет 300 шт. | Китай | 7 Nhava Sheva Sea | KGS | 1 080 | 134 231 | 7 124 | |||
| ноябрь 07 2016 | 82034090 | Boltter 24 Light 1250 PCS | China | 7 KGS | 2,875 | 353,427 | 7 123 | ||||
| ноябрь 07 2016 | 82034090 | Boltter 36 Light 200 PCS | Китай | China | 7 Nhava Sheva Seva | KGS | KGS | 960 | 116 631 | 121 | |
3D модели CAD и 2D рисунков
Винт — это тип крепежного изделия, иногда похожего на болт (см. Различие между болтом и винтом ниже), обычно изготавливается из металла и характеризуется спиральным гребнем, известным как наружная резьба (внешняя резьба ) или просто резьба .
Пояснение
Винт представляет собой наклонную плоскость, обернутую вокруг гвоздя. Некоторые винтовые резьбы предназначены для сопряжения с дополнительной резьбой, известной как внутренняя резьба (внутренняя резьба), часто в форме гайки или объекта, в который встроена внутренняя резьба. Другие резьбы предназначены для прорезания винтовой канавки в более мягком материале при вкручивании винта. Чаще всего винты используются для скрепления объектов и их позиционирования.
Винт обычно имеет головку на одном конце, имеющую специальную форму, которая позволяет его поворачивать или закручивать с помощью инструмента.Обычные инструменты для заворачивания винтов включают отвертки и гаечные ключи. Головка обычно больше, чем тело винта, что предотвращает завинчивание винта глубже, чем длина винта, и обеспечивает опорную поверхность . Есть исключения; например, болты с квадратным подголовком имеют куполообразную головку, которая не предназначена для закручивания; установочные винты часто имеют головку меньше внешнего диаметра винта; J-образные болты имеют J-образную головку, которая не предназначена для заворачивания, а обычно утоплена в бетон, что позволяет использовать ее в качестве анкерного болта. Цилиндрическая часть винта от нижней части головки до кончика известна как хвостовик ; он может быть с полной или частичной резьбой. [1] Расстояние между каждой резьбой называется «шагом».
Цилиндрическая часть винта от нижней части головки до кончика известна как хвостовик ; он может быть с полной или частичной резьбой. [1] Расстояние между каждой резьбой называется «шагом».
Большинство винтов затягиваются вращением по часовой стрелке, что называется правой резьбой ; распространенный мнемонический прием для запоминания этого при работе с винтами или болтами — «правильно-затянуто, лево-слабо». Другое правило таково: согните пальцы правой руки вокруг винта так, чтобы большой палец указывал направление, в котором вы хотите, чтобы винт вращался.Если винт правый (большинство винтов), и вы поворачиваете винт в направлении ваших пальцев, винт будет двигаться в направлении вашего большого пальца. Винты с левой резьбой применяют в исключительных случаях. Например, когда винт будет подвергаться крутящему моменту против часовой стрелки (что может привести к откручиванию правой резьбы), подходящим выбором будет винт с левой резьбой. Левая боковая педаль велосипеда имеет левую резьбу.
В более общем смысле под винтом может подразумеваться любое спиральное устройство, такое как зажим, микрометр, корабельный гребной винт или винтовой водяной насос Архимеда.
Отличие болта от винта
Не существует общепринятого различия между винтом и болтом. Простое различие, которое часто верно, хотя и не всегда, заключается в том, что болт проходит сквозь подложку и зацепляется с гайкой с другой стороны, тогда как винт не имеет гайки, потому что ввинчивается непосредственно в подложку (винт ввинчивается во что-то ). , болт скрепляет несколько деталей вместе ). Таким образом, как правило, при покупке пакета «винтов» вы не ожидаете, что в него будут включены гайки, но болты часто продаются с соответствующими гайками.Частично путаница по этому поводу, вероятно, связана с региональными или диалектическими различиями. Справочник по машинному оборудованию описывает различие следующим образом:
Болт — это крепежное изделие с наружной резьбой, предназначенное для вставки через отверстия в собранных деталях и обычно предназначенное для затягивания или ослабления путем затяжки гайки.Винт — это крепежное изделие с наружной резьбой, которое можно вставлять в отверстия в собираемых деталях, совмещать с предварительно отформованной внутренней резьбой или формировать собственную резьбу, а также затягивать или ослаблять закручиванием головки.Крепежный элемент с наружной резьбой, который не может поворачиваться во время сборки и который можно затянуть или ослабить только путем затяжки гайки, называется болтом. (Пример: болты с круглой головкой, гусеничные болты, плуговые болты.) Крепеж с внешней резьбой, форма резьбы которой не позволяет собираться с гайкой, имеющей прямую резьбу с кратной длиной шага, является винтом. (Пример: шурупы, саморезы.) [2]
Это различие соответствует ASME B18.2.1 и некоторым словарным определениям для винт [3] [4] и болт . [5] [6] [7]
Вопрос о том, что такое винт и что такое болт, не полностью решен с помощью различия Machinery’s Handbook , однако из-за смешения терминов, неоднозначного характера некоторых частей различия и варианты использования. [8] [ не цитируется ] Некоторые из этих вопросов обсуждаются ниже:
[8] [ не цитируется ] Некоторые из этих вопросов обсуждаются ниже:
Крепежные винты
СтандартыASME определяют различные «машинные винты» [9] диаметром до 0.75 дюймов (19,05 мм). Эти крепежные детали часто используются с гайками, но также часто вбиваются в резьбовые отверстия (без гаек). Их можно считать винтом или болтом на основании различия Справочника по машинному оборудованию . На практике они, как правило, в основном доступны в меньших размерах, а меньшие размеры называются винтами или, что менее двусмысленно, крепежными винтами, хотя некоторые виды крепежных винтов можно назвать печными болтами.
Винты с шестигранной головкой
Стандарт ASME B18.В стандарте 2.1-1996 указаны винты с шестигранной головкой, диаметр которых составляет 0,25–3 дюйма (6,35–76,20 мм). Эти крепежные детали очень похожи на болты с шестигранной головкой. Они отличаются в основном тем, что изготавливаются с более жесткими допусками, чем соответствующие болты. Справочник по машинному оборудованию в скобках называет эти крепежные детали «Готовыми болтами с шестигранной головкой». [10] Разумно, эти крепежные детали можно было бы назвать болтами, но на основании документа правительства США Отличие болтов от винтов правительство США может классифицировать их как винты из-за более жесткого допуска. [11] В 1991 году в ответ на приток контрафактных крепежных изделий Конгресс принял PL 101-592 [12] «Закон о качестве крепежных изделий». Это привело к изменению спецификаций комитетом ASME B18. B18.2.1 [13] был переписан, и в результате они убрали «Готовые болты с шестигранной головкой» и переименовали их в «Винт с шестигранной головкой» — термин, который широко использовался задолго до этого, но теперь также использовался. закодировано как официальное название стандарта ASME B18.
Справочник по машинному оборудованию в скобках называет эти крепежные детали «Готовыми болтами с шестигранной головкой». [10] Разумно, эти крепежные детали можно было бы назвать болтами, но на основании документа правительства США Отличие болтов от винтов правительство США может классифицировать их как винты из-за более жесткого допуска. [11] В 1991 году в ответ на приток контрафактных крепежных изделий Конгресс принял PL 101-592 [12] «Закон о качестве крепежных изделий». Это привело к изменению спецификаций комитетом ASME B18. B18.2.1 [13] был переписан, и в результате они убрали «Готовые болты с шестигранной головкой» и переименовали их в «Винт с шестигранной головкой» — термин, который широко использовался задолго до этого, но теперь также использовался. закодировано как официальное название стандарта ASME B18.
Болты с проушинами и болты с головкой
Эти термины относятся к крепежным изделиям, которые предназначены для ввинчивания в резьбовое отверстие, являющееся частью узла, и поэтому, исходя из различия Справочника по машинному оборудованию , они будут винтами.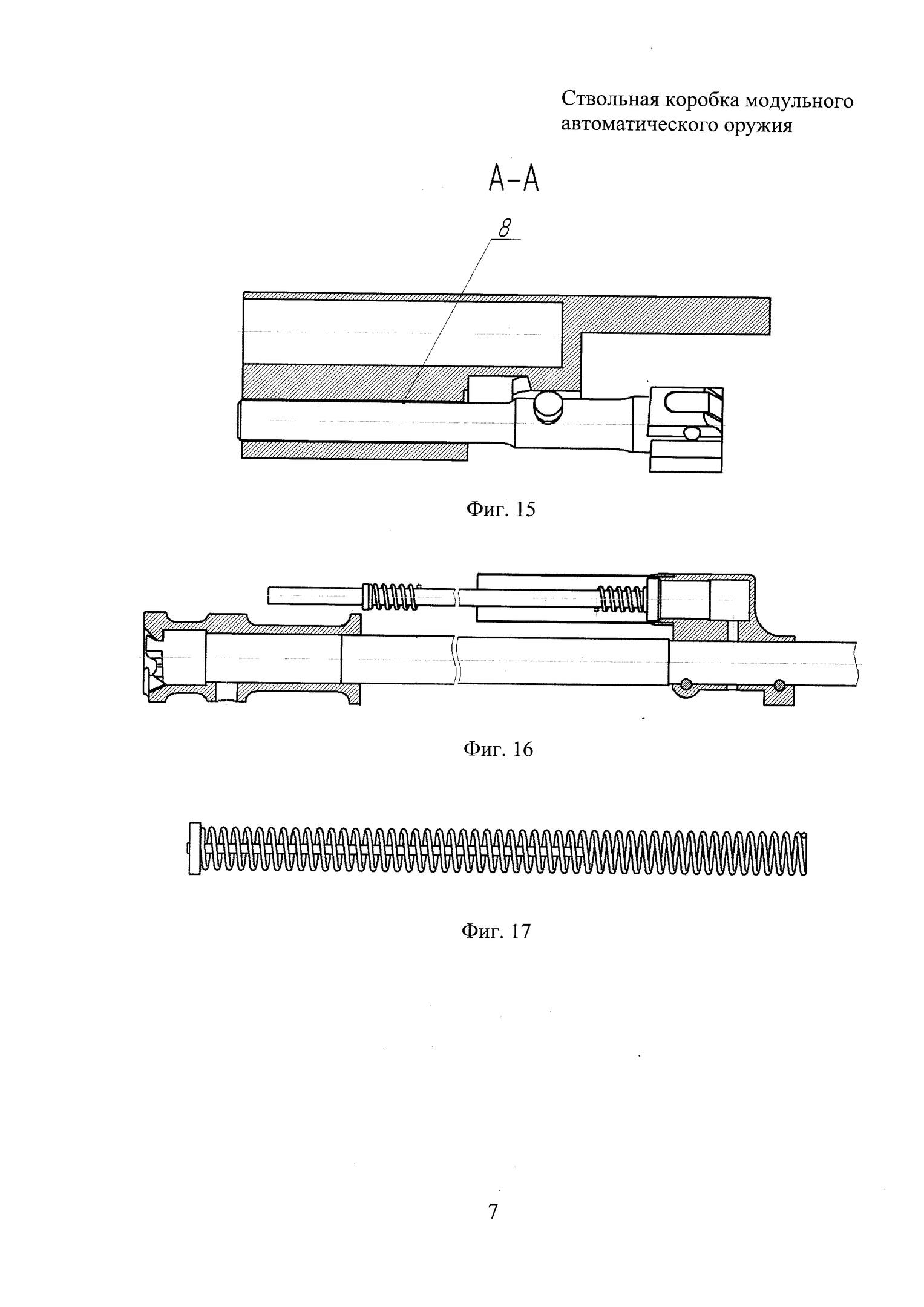 Здесь общие термины расходятся с различием Справочника по машинному оборудованию . [14] [15]
Здесь общие термины расходятся с различием Справочника по машинному оборудованию . [14] [15]
Стяжной винт
Стяжные болты (США) или Координатные болты (Великобритания, Австралия и Новая Зеландия) (также называемые стяжными болтами или Координатные болты , хотя это неправильное название) представляют собой большие шурупы для дерева. Шурупы с квадратной и шестигранной головкой подпадают под действие стандартов ASME B18.2.1, а головка обычно представляет собой внешний шестигранник.Типичный стягивающий винт может иметь диаметр от 1 ⁄ 4 дюйма (6,35 мм) до 1 1 ⁄ 4 дюйма (31,75 мм) и длину от 1 ⁄ 9100 мм. от 6,35 до 152,40 мм) или длиннее, с крупной резьбой в форме шурупа для дерева или листового металла (но крупнее).
Материалы обычно представляют собой основу из углеродистой стали с покрытием из гальванического цинкования (для коррозионной стойкости). Цинковое покрытие может быть ярким (гальванопокрытие), желтым (гальванопокрытие) или тускло-серым при горячем цинковании.Винты с затяжкой используются для скрепления деревянных каркасов, для крепления ножек машин к деревянным полам и для других тяжелых столярных работ. Прилагательное лаг произошло от раннего основного использования таких креплений: крепления лагов, таких как бочкообразные клепки и другие подобные детали. [16]
Цинковое покрытие может быть ярким (гальванопокрытие), желтым (гальванопокрытие) или тускло-серым при горячем цинковании.Винты с затяжкой используются для скрепления деревянных каркасов, для крепления ножек машин к деревянным полам и для других тяжелых столярных работ. Прилагательное лаг произошло от раннего основного использования таких креплений: крепления лагов, таких как бочкообразные клепки и другие подобные детали. [16]
Эти крепежные детали являются «винтами» в соответствии с критериями Справочника по машинному оборудованию , а устаревший термин «болт с затягиванием» был заменен на «винт с затягиванием» в Справочнике . [17] Однако в сознании многих торговцев они являются «болтами» просто потому, что они большие, с шестигранной или квадратной головкой.
Государственные стандарты США
Федеральное правительство США предприняло попытку формализовать разницу между болтом и винтом, потому что к каждому из них применяются разные тарифы. [18] Похоже, что документ не оказывает существенного влияния на обычное использование и не устраняет неоднозначный характер различия между винтами и болтами для некоторых резьбовых крепежных изделий.Документ также отражает (хотя он, вероятно, не был автором) значительную путаницу в использовании терминологии, которая различается между юридическим/статутным/регуляторным сообществом и индустрией крепежных изделий. Юридическая/законодательная/нормативная формулировка использует термины «грубый» и «тонкий» для обозначения плотности диапазона допуска, ссылаясь в основном на «высококачественный» или «низкокачественный», но это плохой выбор терминов. , потому что эти термины в индустрии крепежа имеют другое значение (относительно крутизны шага спирали).
[18] Похоже, что документ не оказывает существенного влияния на обычное использование и не устраняет неоднозначный характер различия между винтами и болтами для некоторых резьбовых крепежных изделий.Документ также отражает (хотя он, вероятно, не был автором) значительную путаницу в использовании терминологии, которая различается между юридическим/статутным/регуляторным сообществом и индустрией крепежных изделий. Юридическая/законодательная/нормативная формулировка использует термины «грубый» и «тонкий» для обозначения плотности диапазона допуска, ссылаясь в основном на «высококачественный» или «низкокачественный», но это плохой выбор терминов. , потому что эти термины в индустрии крепежа имеют другое значение (относительно крутизны шага спирали).
Исторический выпуск
В старых стандартах USS и SAE винты с головкой определялись как крепежные детали с хвостовиками, навинченными на головку, а болты — как крепежные изделия с частично ненарезанными хвостовиками. [19] Отношение этого правила к идее о том, что болт по определению принимает гайку, ясна (поскольку нерезьбовая часть стержня, которая называется захватом , должна была проходить через подложку, не ввинчиваясь в Это). Теперь это устаревшее различие, хотя большие болты все еще часто имеют участки стержня без резьбы.
[19] Отношение этого правила к идее о том, что болт по определению принимает гайку, ясна (поскольку нерезьбовая часть стержня, которая называется захватом , должна была проходить через подложку, не ввинчиваясь в Это). Теперь это устаревшее различие, хотя большие болты все еще часто имеют участки стержня без резьбы.
Хотя нет оснований считать это определение устаревшим, поскольку далеко не ясно, что «болт по определению принимает гайку». На примере тренерского «болта» (а «болтом» он был уже очень давно). Изначально он не предназначался для установки гайки, но имел хвостовик. Его цель заключалась не в том, чтобы пройти через всю подложку, а только через одну ее часть, в то время как резьбовая часть врезалась в другую, чтобы вытянуть и сжать материалы вместе. Болт с кареткой был получен из этого и использовался больше для ускорения производства, чем для выполнения другой функции.Болт с квадратным подголовком проходит через оба куска материала и использует гайку для обеспечения зажимного усилия. Однако оба по-прежнему болты.
Однако оба по-прежнему болты.
Контролируемая лексика против естественного языка
Указанные выше различия применяются в контролируемом словаре организаций по стандартизации. Тем не менее, иногда существуют различия между контролируемой лексикой и естественным языковым употреблением слов машинистами, автомеханиками и другими. Эти различия отражают языковую эволюцию, сформированную изменением технологии на протяжении веков.Слова болт и винт существовали еще до того, как существовало современное сочетание типов крепежных изделий, и естественное использование этих слов эволюционировало ретронимно в ответ на технологические изменения. (То есть использование слов в качестве названий предметов меняется по мере изменения предметов.) Крепеж без резьбы преобладал до появления практичного и недорогого нарезания винтов в начале 19 века. Основное значение слова винт долгое время включало идею винтовой резьбы, но винт Архимеда и винтовой буравчик (как штопор) предшествовали крепежной детали.
Слово болт также является очень старым словом, и оно использовалось на протяжении веков для обозначения металлических стержней, которые проходили через подложку для крепления с другой стороны, часто с помощью средств без резьбы (клинч, кузнечная сварка, штифты, расклинивание и др.). Связь этого смысла со смыслом дверного засова или арбалетного болта очевидна. В 19 веке болты, крепящиеся с помощью резьбы, часто назывались болтами в отличие от болтов с защелкой .
При обычном использовании различие (не строгое) часто заключается в том, что винты меньше болтов, и что винты обычно имеют коническую форму, а болты — нет. Например, болты головки блока цилиндров называются «болтами» (по крайней мере, в Северной Америке), несмотря на то, что по некоторым определениям их следует называть «винтами». Их размер и их сходство с болтом, который ввинчивается в гайку, кажется, с лингвистической точки зрения перевешивают любые другие факторы в этой естественной склонности к выбору слов.
Другие отличия
Болты определяются как крепежные изделия с головкой, имеющие наружную резьбу, которая соответствует строгим единым требованиям к резьбе болта (например, метрическая резьба ISO M, MJ, унифицированный стандарт резьбы UN, UNR и UNJ), так что они могут принимать неконическую резьбу. орех.Затем винты определяются как крепежные детали с головкой и внешней резьбой, которые не соответствуют приведенному выше определению болтов. [ необходима ссылка ] Эти определения винта и болта устраняют двусмысленность различий в Руководстве по машиностроению . И, возможно, именно по этой причине некоторые люди предпочитают их. Однако они не соответствуют ни общепринятому использованию этих двух слов, ни формальным спецификациям.
Возможным отличием является то, что винт предназначен для нарезания собственной резьбы; у него нет необходимости в доступе или воздействии на противоположную сторону компонента, к которому крепится.Это определение шурупа дополнительно подкрепляется рассмотрением разработок крепежных изделий, таких как шурупы Tek с круглыми или шестигранными головками для облицовки крыши, саморезы и саморезы для различных применений крепления металла, шурупы для кровельной обрешетки для усиления соединение между обрешеткой крыши и стропилами, винты для настила и т. д.
С другой стороны, болт — это охватываемая часть крепежной системы, предназначенная для установки с предварительно оборудованным гнездом (или гайкой) точно такой же конструкции резьбы.
д.
С другой стороны, болт — это охватываемая часть крепежной системы, предназначенная для установки с предварительно оборудованным гнездом (или гайкой) точно такой же конструкции резьбы.
Типы винтов и болтов
Резьбовые крепежные детали имеют конический или неконический стержень. Крепеж с коническими хвостовиками предназначен для вбивания либо непосредственно в основу, либо в направляющее отверстие в основе. Сопрягаемые резьбы формируются в подложке по мере вбивания этих крепежных изделий. Крепежные изделия с неконическим хвостовиком предназначены для сопряжения с гайкой или для забивания в резьбовое отверстие.
Крепеж с коническим хвостовиком (саморезы)
| американское имя | Британское имя | Описание | |
|---|---|---|---|
| шуруп для ДСП шуруп для ДСП | Аналогичен шурупу для гипсокартона, за исключением того, что он имеет более тонкий стержень и обеспечивает лучшее сопротивление выдергиванию в древесно-стружечных плитах, а также более низкую прочность на сдвиг. Резьба на шурупах для ДСП асимметрична. Резьба на шурупах для ДСП асимметрична. | ||
| шуруп по бетону Tapcons шуруп по кладке шуруп confast шуруп для различных материалов синий шуруп саморез по кладке Titen | Шуруп из нержавеющей или углеродистой стали для крепления дерева, металла или других материалов к бетону или кирпичной кладке. Винты по бетону обычно имеют синий цвет, с коррозионным покрытием или без него. [20] Они могут иметь плоскую головку Phillips или головку с шестигранной шайбой с прорезью.Номинальные размеры (резьбы) варьируются от 0,1875 до 0,375 дюйма (от 4,763 до 9,525 мм) и длины от 1,25 до 5 дюймов (от 32 до 127 мм). Обычно установщик использует перфоратор, чтобы сделать пилотное отверстие для каждого винта в бетоне, и ударный инструмент с электроприводом, чтобы закрутить винт. | ||
| палубный винт | Аналогичен шурупу для гипсокартона, за исключением того, что он обладает повышенной коррозионной стойкостью и обычно поставляется с большим калибром. | ||
| двухсторонний винт дюбель подвесной болт | болт для перил | Аналогичен шурупу для дерева, но с двумя заостренными концами и без головки, используется для скрытого соединения двух кусков дерева. Подвесной болт имеет резьбу для деревянных винтов на одном конце и машинную резьбу на другом. Подвесной болт используется, когда необходимо прикрепить металлическую деталь к деревянной поверхности. | |
| приводной винт приводной винт молотка | В основном используется для крепления заводских табличек с техническими данными к оборудованию. Гладкая круглая или грибовидная головка с многозаходной резьбой на хвостовике, под которой находится хвостовик уменьшенного диаметра, выполняющий роль пилота. Винт крепится ударами молотка по головке и не предназначен для выкручивания. [21] Винт крепится ударами молотка по головке и не предназначен для выкручивания. [21] | ||
| шуруп для гипсокартона | Специализированный шуруп со стеклянной головкой, предназначенный для крепления гипсокартона к деревянным или металлическим стойкам, однако он является универсальным строительным крепежом для многих целей.Диаметр резьбы шурупов для гипсокартона больше диаметра захвата. | ||
| винт с проушиной винт с проушиной проушина для лозы | Винт с петлевой головкой. Более крупные иногда называют винтами с проушиной. Предназначен для использования в качестве точки крепления, особенно для того, что на нем висит. Виноградное ушко (по крайней мере, в Великобритании) похоже на винтовое ушко, за исключением того, что у него пропорционально более длинный стержень и меньшая петлевая головка. Как следует из этого термина, проушины часто используются для крепления проволочных тросов к поверхности зданий, чтобы вьющиеся растения могли прикрепляться.  | ||
| стяжной болт стяжной винт [22] | Винт с квадратной головкой | Аналогичен шурупу для дерева, за исключением того, что он, как правило, намного больше, имеет длину до 15 дюймов (381 мм) и диаметр от 0,25–0,5 дюйма (6,35–12,70 мм) в общедоступных (хозяйственных магазинах) размерах (не считая более крупных горнодобывающих и строительные лаги и анкерные болты) и обычно имеет шестигранную приводную головку. Болты предназначены для надежного крепления тяжелых деревянных конструкций (стоек и балок, деревянных железнодорожных эстакад и мостов) друг к другу, а также для крепления древесины к кирпичной кладке или бетону.Немецкий стандарт — DIN 571, винты с шестигранной головкой. Стяжные болты обычно используются с расширяющейся вставкой, называемой лагой, в кирпичных или бетонных стенах, лаг изготавливается с оболочкой из твердого металла, которая врезается в стороны просверленного отверстия, а внутренний металл в лаге представляет собой более мягкий сплав свинца. | |
| винт для зеркала | Это шуруп с плоской головкой и резьбовым отверстием в головке, на которую навинчивается хромированная крышка.Обычно используется для крепления зеркала. | ||
| винт для листового металла | Имеет острые нити, которые врезаются в такой материал, как листовой металл, пластик или дерево. Иногда они имеют насечки на конце, чтобы облегчить удаление стружки во время нарезания резьбы. Шейка обычно навинчивается до головы. Шурупы для листового металла отлично подходят для крепления металлической фурнитуры к дереву, поскольку стержень с полной резьбой обеспечивает хорошую фиксацию в древесине. | ||
| Винт Twinfast | Винт Twinfast представляет собой винт с двумя витками резьбы (т. е. двухзаходный винт), так что его можно вращать в два раза быстрее, чем обычный (то есть однозаходный) винт с тем же шагом. [23] Шурупы для гипсокартона, обозначенные как тонкие, являются наиболее распространенными винтами с резьбой типа Twinfast. [24] е. двухзаходный винт), так что его можно вращать в два раза быстрее, чем обычный (то есть однозаходный) винт с тем же шагом. [23] Шурупы для гипсокартона, обозначенные как тонкие, являются наиболее распространенными винтами с резьбой типа Twinfast. [24] | ||
| шуруп для дерева | Металлический шуруп с острым концом, предназначенный для соединения двух кусков дерева. Шурупы обычно доступны с плоской, плоской или овальной головкой. Шуруп по дереву обычно имеет частично ненарезанный стержень под головкой.Часть стержня без резьбы предназначена для скольжения через верхнюю доску (ближайшую к головке винта), чтобы ее можно было плотно притянуть к доске, к которой она крепится. Шурупы для дерева с дюймовым размером в США определяются стандартом ANSI-B18.6.1-1981 (R2003), а в Германии они определяются стандартами DIN 95 (шурупы с потайной (овальной) головкой со шлицем), DIN 96 (дерево с круглой головкой и винты) и DIN 97 (шурупы с потайной (плоской) головкой со шлицем).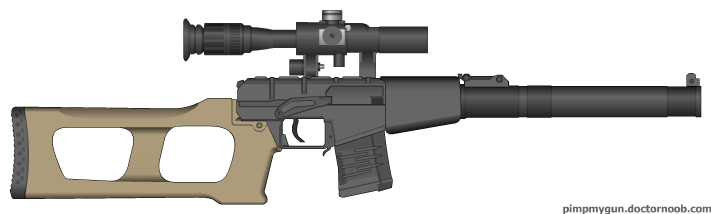 | ||
| Винт с защитной головкой | Эти винты используются в целях безопасности и там, где вероятны акты вандализма и/или кражи.Головку этого типа винта невозможно повернуть вспять. Для этого требуются специальные инструменты или механизмы, такие как гаечные ключи, трехгранные ключи, торксы, квадратные отвертки и т. д. У некоторых винтов головку можно снять, сломав ее после установки винта. |
 или сплав цинка с мягким железом. Крупная резьба лагового болта и лаговой сетки слегка деформируется, образуя надежное, близкое к водонепроницаемому, антикоррозийное, механически прочное крепление.
или сплав цинка с мягким железом. Крупная резьба лагового болта и лаговой сетки слегка деформируется, образуя надежное, близкое к водонепроницаемому, антикоррозийное, механически прочное крепление.Крепеж с неконическим хвостовиком
| американское имя | Британское имя | Описание | |
|---|---|---|---|
| анкерный болт | Болт особого типа, устанавливаемый во влажный бетон, с выступающей над поверхностью бетона резьбой. | ||
| срывной болт | Отрывной болт представляет собой болт с полым стержнем с резьбой, который предназначен для отрыва при ударе. Обычно используются для крепления пожарных гидрантов, поэтому они оторвутся при столкновении с автомобилем. Также используется в самолетах для снижения веса. Также используется в самолетах для снижения веса. | ||
| колпачковый винт | Термин «винт с головкой» относится ко многим различным вещам в разное время и в разных местах.В настоящее время это наиболее узко относится к стилю головы (см. галерею ниже). В более широком смысле и чаще это относится к группе винтов: винты с буртиком, шестигранные головки, потайные головки, полукруглые головки и цилиндрические головки. В Соединенных Штатах болты с головкой определяются ASME B18.6.2 и ASME B18.3. [25] [26] Раньше термин болт с колпачком , как правило, относился к винтам, которые предполагалось использовать в приложениях, где не использовалась гайка, однако характеристики, которые отличали его от болт меняется со временем.В 1910 году Энтони определил его как винт с шестигранной головкой, которая была толще головки болта, но расстояние между гранями было меньше, чем у болта. [27] В 1913 году Вулли и Мередит определили их как Энтони, но дали следующие размеры: винты с шестигранной головкой до 7 ⁄ 16 дюймов (11,1125 мм) включительно имеют головку 3 ⁄ 16 дюймов (4,7625 мм) больше, чем диаметр хвостовика; винты больше 1 ⁄ 2 дюймов (12. 7 мм) в диаметре имеют головку, которая на 1 ⁄ 4 дюймов (6,35 мм) больше хвостовика. Винты с квадратной головкой до 3 ⁄ 4 дюймов (19,05 мм) включительно имеют головку 1 ⁄ 8 дюймов (3,175 мм) больше, чем хвостовик; винты крупнее 3 ⁄ 4 дюймов (19,05 мм) имеют головку 1 ⁄ 4 дюймов (6,35 мм) больше, чем хвостовик. [28] В 1919 году Дайк определил их как винты с резьбой до головки. [19] 7 мм) в диаметре имеют головку, которая на 1 ⁄ 4 дюймов (6,35 мм) больше хвостовика. Винты с квадратной головкой до 3 ⁄ 4 дюймов (19,05 мм) включительно имеют головку 1 ⁄ 8 дюймов (3,175 мм) больше, чем хвостовик; винты крупнее 3 ⁄ 4 дюймов (19,05 мм) имеют головку 1 ⁄ 4 дюймов (6,35 мм) больше, чем хвостовик. [28] В 1919 году Дайк определил их как винты с резьбой до головки. [19] Винт с головкой под торцевой ключ, также известный как винт с головкой под торцевой ключ , винт под ключ или болт с внутренним шестигранником , представляет собой тип винта с головкой под ключ с цилиндрической головкой и шестигранным отверстием. Термин винт с головкой под торцевой ключ обычно относится к типу резьбового крепежного изделия, диаметр головки которого номинально в 1,5 раза больше диаметра стержня винта (наибольший), а высота головки равна диаметру стержня (конструкция серии 1960). В дополнение к дизайну серии 1960, другие конструкции головок включают низкую головку, головку в форме пуговицы и плоскую головку, причем последняя предназначена для установки в отверстия с потайной головкой. Шестигранный ключ (иногда называемый шестигранным ключом или шестигранным ключом ) или шестигранным ключом требуется для затягивания или ослабления винта с внутренним шестигранником. Винты с головкой под торцевой ключ обычно используются в узлах, которые не обеспечивают достаточного зазора для обычного гаечного ключа или гнезда. | ||
| болт с квадратным подголовком | болт с полукруглой головкой, полукруглый болт | Болт с квадратным подголовком, также известный как квадратный болт, имеет куполообразную или потайную головку, а стержень увенчан коротким квадратным участком под головкой. Квадратное сечение захватывает фиксируемую деталь (обычно деревянную), предотвращая вращение болта при затягивании гайки. Болты с квадратным подголовком используются для придания гладкости внешней поверхности автомобильного металлического бампера, при этом квадратное сечение совмещается с квадратным отверстием в бампере для предотвращения вращения. Болт с ребристой шейкой вместо квадратного сечения имеет несколько продольных ребер для захвата фиксируемой металлической детали. Квадратное сечение захватывает фиксируемую деталь (обычно деревянную), предотвращая вращение болта при затягивании гайки. Болты с квадратным подголовком используются для придания гладкости внешней поверхности автомобильного металлического бампера, при этом квадратное сечение совмещается с квадратным отверстием в бампере для предотвращения вращения. Болт с ребристой шейкой вместо квадратного сечения имеет несколько продольных ребер для захвата фиксируемой металлической детали. | |
| болт элеватора | Элеваторный болт — это болт, похожий на болт с квадратным подголовком, за исключением того, что головка у него тонкая и плоская.Есть много вариаций. У некоторых нет квадратного основания, а треугольные части плоской головки загнуты вниз, образуя «клыки», которые врезаются в древесину и надежно удерживают ее. [29] | ||
| болт с проушиной | Рым-болт — это болт с петлевой головкой. | ||
| винт с шестигранной головкой болт с шестигранной головкой | Винт с шестигранной головкой представляет собой винт с шестигранной головкой, предназначенный для заворачивания ключом (гаечным ключом). Винт с головкой, соответствующий стандарту ASME B18.2.1, имеет несколько более жесткие допуски, чем болт с шестигранной головкой, на высоту головки и длину стержня. Характер разницы допусков позволяет винту с шестигранной головкой ASME B18.2.1 всегда подходить туда, где установлен болт с шестигранной головкой, но болт с шестигранной головкой может быть немного больше, чем для использования там, где предусмотрен винт с шестигранной головкой. Винт с головкой, соответствующий стандарту ASME B18.2.1, имеет несколько более жесткие допуски, чем болт с шестигранной головкой, на высоту головки и длину стержня. Характер разницы допусков позволяет винту с шестигранной головкой ASME B18.2.1 всегда подходить туда, где установлен болт с шестигранной головкой, но болт с шестигранной головкой может быть немного больше, чем для использования там, где предусмотрен винт с шестигранной головкой. | ||
| Винт точной настройки | Термин «винт точной регулировки» обычно относится к винтам с резьбой от 40 до 100 TPI (количество резьб на дюйм) (0.шаг от 5 мм до 0,2 мм), а винт сверхточной регулировки используется для обозначения 100–254 TPI (шаг от 0,2 мм до 0,1 мм). Эти винты чаще всего используются в приложениях, где винт используется для управления точным движением объекта. | ||
| крепежный винт | Крепежный винт, как правило, представляет собой крепежное изделие меньшего размера (диаметром менее 1 ⁄ 4 дюймов (6,35 мм) с резьбой по всей длине стержня, которое обычно имеет утопленный тип привода (шлицевой, крестообразный и т. ). Крепежные винты также изготавливаются с головкой под торцевой ключ (см. Выше), и в этом случае их можно назвать крепежными винтами с головкой под торцевой ключ. ). Крепежные винты также изготавливаются с головкой под торцевой ключ (см. Выше), и в этом случае их можно назвать крепежными винтами с головкой под торцевой ключ. | ||
| болт плуга | болт плуга | Болт плуга представляет собой болт, аналогичный болту с квадратным подголовком, за исключением того, что головка плоская или вогнутая, а нижняя сторона головки представляет собой конус, предназначенный для установки в углубление с потайной головкой. Болты плуга обеспечивают гладкую поверхность для крепления отвала плуга к его балке, где поднятая головка будет страдать от истирания почвы.Существует множество вариантов, в некоторых из которых используется не квадратное основание, а ключ, прорезь для замка или другие средства. Углубление в сопрягаемой части должно быть рассчитано на установку конкретного болта плуга. Стандарт ASME B18.9 рекомендует болты плуга № 3 (круглая потайная головка с квадратной шейкой) и болты плуга № 7 (круглая потайная головка с обратной шпонкой) для новых конструкций. Необходимые размеры головных уборов можно найти в стандарте. [30] [31] [32] Необходимые размеры головных уборов можно найти в стандарте. [30] [31] [32] | |
| Винт-саморез Винт Teks | Аналогичен шурупу для листового металла, но имеет форму сверла для прорезания подложки, что устраняет необходимость сверления направляющего отверстия.Предназначен для использования в мягкой стали или других металлах. Точки пронумерованы от 1 до 5, чем больше число, тем более толстый металл может пройти без направляющего отверстия. Например, 5-гранным сверлом можно просверлить сталь толщиной 0,5 дюйма (12,7 мм). | ||
| Винт-саморез | Крепежный винт-саморез похож на крепежный винт, за исключением того, что нижняя часть стержня предназначена для нарезания резьбы, когда винт вкручивается в ненарезанное отверстие.Преимущество этого типа винта перед самонарезающим винтом состоит в том, что при повторной установке винта новая резьба не нарезается при закручивании винта. | ||
| установочный болт | метчик | Болт с резьбой до головки. Установочный болт/метчик, соответствующий стандарту ASME B18.2.1, имеет те же допуски, что и винт с шестигранной головкой, соответствующий стандарту ASME B18.2.1. | |
| установочный винт | Установочный винт | Установочный винт, как правило, представляет собой винт без головки, но может представлять собой любой винт, используемый для крепления вращающейся части к валу, например линейному валу или промежуточному валу.Установочный винт ввинчивается через резьбовое отверстие во вращающейся части до тех пор, пока он не будет плотно прилегать к валу. Чаще всего используется установочный винт с внутренним шестигранником, который затягивается или ослабляется шестигранным ключом. | |
| болт с буртиком винт с буртиком | Болт съемника | Винт с буртиком отличается от крепежных винтов тем, что хвостовик имеет точный диаметр, известный как буртик , а резьбовая часть имеет меньший диаметр, чем буртик. В характеристиках винтов с буртиком указаны диаметр буртика, длина буртика и диаметр резьбы; длина резьбы фиксирована в зависимости от диаметра резьбы и обычно довольно короткая. Винты с буртиком могут быть изготовлены из многих материалов, таких как легированная термообработанная сталь для максимальной прочности и износостойкости и нержавеющая сталь для ее коррозионной стойкости и немагнитных свойств. Общие области применения винтов с буртиком включают соединения вращающихся механизмов, рычажные шарниры и направляющие для пластины съемника набора штампов для формовки металла.В последнем случае часто используется термин «болт съемника». Винты с буртиком из нержавеющей стали используются с устройствами линейного перемещения, такими как подшипники, в качестве направляющих и шарниров в электронных и других критически важных механических приложениях. В характеристиках винтов с буртиком указаны диаметр буртика, длина буртика и диаметр резьбы; длина резьбы фиксирована в зависимости от диаметра резьбы и обычно довольно короткая. Винты с буртиком могут быть изготовлены из многих материалов, таких как легированная термообработанная сталь для максимальной прочности и износостойкости и нержавеющая сталь для ее коррозионной стойкости и немагнитных свойств. Общие области применения винтов с буртиком включают соединения вращающихся механизмов, рычажные шарниры и направляющие для пластины съемника набора штампов для формовки металла.В последнем случае часто используется термин «болт съемника». Винты с буртиком из нержавеющей стали используются с устройствами линейного перемещения, такими как подшипники, в качестве направляющих и шарниров в электронных и других критически важных механических приложениях. | |
| болт печки | болт желоба | Крепежный болт — это тип крепежного винта с круглой или плоской головкой и резьбой на головке. Обычно они изготавливаются из низкосортной стали, имеют шлиц или крестообразный привод и используются для соединения деталей из листового металла с помощью шестигранной или квадратной гайки. [33] Обычно они изготавливаются из низкосортной стали, имеют шлиц или крестообразный привод и используются для соединения деталей из листового металла с помощью шестигранной или квадратной гайки. [33] | |
| болт регулировки натяжения | Болт контроля натяжения (болт TC) представляет собой болт для тяжелых условий эксплуатации, используемый в конструкции стальной рамы. Голова обычно куполообразная и не предназначена для вождения. На конце стержня есть шлицы, зацепляемые специальным силовым ключом, который предотвращает проворачивание болта при затягивании гайки. При достижении соответствующего крутящего момента шлицы срезаются. | ||
| резьбонакатные винты | Имеют лопастное (обычно треугольное) поперечное сечение.Они формируют резьбу в уже существующем отверстии в сопрягаемой заготовке, выталкивая материал наружу во время установки. В некоторых случаях для правильно подготовленного отверстия в листовом металле используется выдавленное отверстие. Экструзия образует ввод и дополнительную длину резьбы для улучшения удержания. Резьбонакатные винты часто используются там, где недопустима свободная стружка, образующаяся в результате операции нарезания резьбы. Экструзия образует ввод и дополнительную длину резьбы для улучшения удержания. Резьбонакатные винты часто используются там, где недопустима свободная стружка, образующаяся в результате операции нарезания резьбы. |
Крепеж со встроенными шайбами
Застежка со встроенной шайбой называется SEM или SEMS, сокращение от pre-as SEM bled. [34] [35] Может устанавливаться как на конический, так и на неконический хвостовик.
Другие резьбовые соединения
Superbolt или натяжитель с несколькими натяжными болтами
Суперболт или натяжитель с несколькими натяжными болтами — это альтернативный тип крепежа, который модернизирует или заменяет существующие гайки, болты или шпильки. Натяжение болта создается затяжкой отдельных нажимных болтов, которые продеваются через корпус гайки и прижимаются к закаленной шайбе. Из-за этого величина крутящего момента, необходимая для достижения заданной предварительной нагрузки, уменьшается. Установка и снятие натяжителя любого размера осуществляется с помощью ручных инструментов, что может быть выгодно при работе с болтовыми соединениями большого диаметра.
Установка и снятие натяжителя любого размера осуществляется с помощью ручных инструментов, что может быть выгодно при работе с болтовыми соединениями большого диаметра.
Костные винты
Спектр винтов и других крепежных изделий для внутренней фиксации внутри тела огромен и разнообразен. Подобно протезированию, он объединяет промышленную и медико-хирургическую области, в результате чего производственные технологии (такие как механическая обработка, CAD/CAM и 3D-печать) пересекаются с искусством и медицинской наукой.Подобно аэрокосмической и ядерной энергетике, в этой области используются одни из самых передовых технологий для крепежа, а также одни из самых высоких цен по той простой причине, что в таких приложениях производительность, долговечность и качество должны быть превосходными. Костные винты, как правило, изготавливаются из нержавеющей стали или титана, и они часто имеют высококачественные характеристики, такие как коническая резьба, многозаходная резьба, канюляция (полый сердечник) и запатентованные типы винтовых приводов (некоторые из них не используются за пределами этих приложений).
Список сокращений типов винтов
Эти аббревиатуры широко распространены среди специалистов по крепежным изделиям (которые, работая со многими типами винтов в течение всего дня, должны сокращать повторяющиеся упоминания).Меньшие базовые можно превратить в более длинные; например, если вы знаете, что «FH» означает «плоская головка», вы сможете проанализировать остальную часть более длинной аббревиатуры, содержащей «FH».
Эти сокращения не являются общепринятыми для всех корпораций; каждая корпорация может чеканить свои монеты. Более неясные из них могут быть не перечислены здесь.
Дополнительный интервал между связанными ниже терминами помогает читателю с первого взгляда увидеть правильный анализ.
Материалы
Винты и болты обычно изготавливаются из стали.Там, где требуется высокая устойчивость к погодным условиям или коррозии, например, в очень маленьких винтах или медицинских имплантатах, могут использоваться такие материалы, как нержавеющая сталь, латунь, титан, бронза, кремниевая бронза или монель.
Гальваническую коррозию разнородных металлов можно предотвратить (например, с помощью алюминиевых винтов для направляющих с двойным остеклением) путем тщательного выбора материала. Некоторые типы пластика, такие как нейлон или политетрафторэтилен (ПТФЭ), могут иметь резьбу и использоваться для креплений, требующих умеренной прочности и высокой коррозионной стойкости, или для электрической изоляции.
Часто поверхностное покрытие используется для защиты крепежа от коррозии (например, блестящее цинкование стальных винтов), для придания декоративной отделки (например, японское покрытие) или иного изменения свойств поверхности основного материала.
Критерии выбора материалов для винтов включают: размер, требуемую прочность, устойчивость к коррозии, материал соединения, стоимость и температуру.
Болтовые соединения
Руководство по проектированию стальных конструкций 13-го издания Американского института стальных конструкций (AISC), раздел 16.1 глава J-3 устанавливает требования к болтовым соединениям конструкций.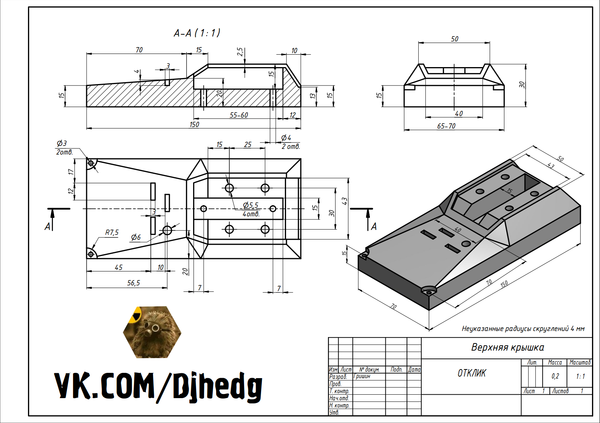 Конструкционные болты заменили заклепки из-за снижения стоимости и увеличения прочности конструкционных болтов в 20 веке. Соединения образованы двумя типами соединений: критическими по скольжению соединениями и подшипниковыми соединениями. В критических по скольжению соединениях перемещение соединяемых деталей является условием пригодности к эксплуатации, и болты затягиваются с минимальным требуемым предварительным натяжением. Проскальзывание предотвращается за счет трения «сопрягаемой» поверхности, то есть плоскости сдвига болта, где два элемента соприкасаются.Поскольку трение пропорционально нормальной силе, размеры соединений должны быть многочисленными и достаточно большими, чтобы обеспечить требуемую грузоподъемность. Однако это значительно снижает способность к сдвигу каждого болта в соединении. Второй тип и более распространенное соединение – это подшипниковое соединение. В этом типе соединения болты несут нагрузку за счет сдвига и затягиваются только до плотного прилегания. Для этих соединений требуется меньше болтов, чем для критических соединений, и поэтому они являются менее дорогой альтернативой.
Конструкционные болты заменили заклепки из-за снижения стоимости и увеличения прочности конструкционных болтов в 20 веке. Соединения образованы двумя типами соединений: критическими по скольжению соединениями и подшипниковыми соединениями. В критических по скольжению соединениях перемещение соединяемых деталей является условием пригодности к эксплуатации, и болты затягиваются с минимальным требуемым предварительным натяжением. Проскальзывание предотвращается за счет трения «сопрягаемой» поверхности, то есть плоскости сдвига болта, где два элемента соприкасаются.Поскольку трение пропорционально нормальной силе, размеры соединений должны быть многочисленными и достаточно большими, чтобы обеспечить требуемую грузоподъемность. Однако это значительно снижает способность к сдвигу каждого болта в соединении. Второй тип и более распространенное соединение – это подшипниковое соединение. В этом типе соединения болты несут нагрузку за счет сдвига и затягиваются только до плотного прилегания. Для этих соединений требуется меньше болтов, чем для критических соединений, и поэтому они являются менее дорогой альтернативой. Критические для проскальзывания соединения чаще встречаются на фланцевых плитах для соединений балок и колонн, а также в соединениях, критических по моменту. Соединения подшипникового типа используются в легких конструкциях и в соединениях элементов, где проскальзывание не имеет значения, а предотвращение разрушения конструкции является конструктивным ограничением. К обычным соединениям подшипникового типа относятся: срезные вкладки, балочные опоры, косынки в фермах.
Критические для проскальзывания соединения чаще встречаются на фланцевых плитах для соединений балок и колонн, а также в соединениях, критических по моменту. Соединения подшипникового типа используются в легких конструкциях и в соединениях элементов, где проскальзывание не имеет значения, а предотвращение разрушения конструкции является конструктивным ограничением. К обычным соединениям подшипникового типа относятся: срезные вкладки, балочные опоры, косынки в фермах.
Механические классификации
Цифры, выбитые на головке болта, относятся к классу болта, используемого в определенном приложении, с прочностью болта.Болты из высокопрочной стали обычно имеют шестигранную головку с классом прочности ISO (так называемый класс прочности ), отштампованный на головке. А отсутствие маркировки/номера указывает на болт более низкого класса с низкой прочностью. Наиболее часто используемые классы свойств: 5.8, 8.8 и 10.9. Число перед точкой представляет собой предел прочности при растяжении в МПа, деленный на 100. Число после точки представляет собой множитель отношения предела текучести к пределу прочности при растяжении. Например, класс недвижимости 5.8 болт имеет номинальный (минимальный) предел прочности при растяжении 500 МПа и предел текучести при растяжении в 0,8 раза больше предела прочности при растяжении или 0,8 (500) = 400 МПа.
Число после точки представляет собой множитель отношения предела текучести к пределу прочности при растяжении. Например, класс недвижимости 5.8 болт имеет номинальный (минимальный) предел прочности при растяжении 500 МПа и предел текучести при растяжении в 0,8 раза больше предела прочности при растяжении или 0,8 (500) = 400 МПа.
Предел прочности при растяжении — это растягивающее напряжение, при котором болт разрушается. Предел текучести при растяжении — это напряжение, при котором болт деформируется при растяжении по всему сечению болта и получает остаточный набор (удлинение, после которого он не восстанавливается при снятии силы) в размере 0,2% деформации смещения. Доказательная прочность – это полезная прочность крепежного изделия.Испытание болта на растяжение до пробной нагрузки не должно вызывать остаточной деформации болта и должно проводиться на реальных крепежных деталях, а не на расчетных. [36] Если болт натянут сверх пробной нагрузки, он может вести себя пластично из-за деформации резьбы, а предварительная нагрузка при растяжении может быть потеряна из-за постоянных пластических деформаций. При удлинении застежки до достижения предела текучести говорят, что застежка работает в эластичной области; тогда как удлинение за пределами предела текучести называется действием в пластической области материала болта.Если болт нагружен при растяжении, превышающем его предел текучести, текучесть в чистом корневом сечении болта будет продолжаться до тех пор, пока вся секция не начнет поддаваться и не превысит свой предел текучести. Если напряжение увеличивается, болт ломается с пределом прочности.
При удлинении застежки до достижения предела текучести говорят, что застежка работает в эластичной области; тогда как удлинение за пределами предела текучести называется действием в пластической области материала болта.Если болт нагружен при растяжении, превышающем его предел текучести, текучесть в чистом корневом сечении болта будет продолжаться до тех пор, пока вся секция не начнет поддаваться и не превысит свой предел текучести. Если напряжение увеличивается, болт ломается с пределом прочности.
Болты из мягкой стали имеют класс прочности 4.6, предел прочности 400 МПа и предел текучести 0,6*400=240 МПа. Болты из высокопрочной стали имеют класс прочности 8.8, что соответствует пределу прочности 800 МПа и пределу текучести 0,8*800=640 МПа или выше.
Один и тот же тип винта или болта может быть изготовлен из различных материалов. В критически важных приложениях с высокой прочностью на растяжение болты низкого качества могут выйти из строя, что приведет к повреждению или травме. На болтах стандарта SAE на головке нанесен характерный рисунок маркировки, позволяющий проверять и подтверждать прочность болта. [37] Однако могут быть обнаружены недорогие контрафактные крепежные изделия с фактической прочностью, намного меньшей, чем указано в маркировке. Такие некачественные крепежные детали представляют опасность для жизни и имущества при использовании в самолетах, автомобилях, тяжелых грузовиках и других подобных критических устройствах. [38]
На болтах стандарта SAE на головке нанесен характерный рисунок маркировки, позволяющий проверять и подтверждать прочность болта. [37] Однако могут быть обнаружены недорогие контрафактные крепежные изделия с фактической прочностью, намного меньшей, чем указано в маркировке. Такие некачественные крепежные детали представляют опасность для жизни и имущества при использовании в самолетах, автомобилях, тяжелых грузовиках и других подобных критических устройствах. [38]
Дюйм
Существует множество стандартов, регулирующих материал и механические свойства крепежных изделий с наружной резьбой дюймовых размеров. Некоторыми из наиболее распространенных общепринятых стандартов для марок, изготовленных из углеродистых сталей, являются ASTM A193, ASTM A307, ASTM A354, ASTM F3125 и SAE J429. Одними из наиболее распространенных общепринятых стандартов для марок, изготовленных из коррозионностойких сталей, являются ASTM F593 и ASTM A193.
| Маркировка головки и свойства винтов с шестигранной головкой дюймовой системы [39] | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Маркировка головки | Марка, материал и состояние | Диапазон номинальных размеров (дюймы) | Доказательство прочности | Предел текучести, мин. | Прочность на разрыв, мин. | Твердость сердцевины (по Роквеллу) | |||
| тысяч фунтов/кв. дюйм | МПа | тыс.фунтов/кв.дюйм | МПа | тыс.фунтов/кв.дюйм | МПа | ||||
| Класс SAE 0 [40] | Прочность и твердость не указаны | ||||||||
| Класс SAE 1 ASTM A307 [41] Низкоуглеродистая сталь | 1 ⁄ 4 –1- 1 ⁄ 2 | 33 | 230 | 60 | 410 | В70–100 | |||
| ASTM A307 — марка B [41] Сталь с низким или средним содержанием углерода | 1 ⁄ 4 –4 | 60 минимум 100 максимум | 410 минимум 690 максимум | В69–95 | |||||
| SAE класс 2 Сталь с низким или средним содержанием углерода | 1 ⁄ 4 – 3 ⁄ 4 | 55 | 380 | 57 | 390 | 74 | 510 | B80–100 [42] | |
| Больше 3 ⁄ 4 | 33 | 230 | 36 | 250 | 60 | 410 | B70–100 [42] | ||
| Класс SAE 4 [43] Среднеуглеродистая сталь; холодно обработанный | 1 ⁄ 4 –1- 1 ⁄ 2 | 100 | 690 | 115 | 790 | ||||
| Класс SAE 3 [41] Среднеуглеродистая сталь; холодная обработка | 1 ⁄ 4 –1 | 85 | 590 | 100 | 690 | В70–100 | |||
| Класс SAE 5 Среднеуглеродистая сталь; закалить и отпустить | 1 ⁄ 4 –1 (вкл. ) ) | 85 | 590 | 92 | 630 | 120 | 830 | C25–34 [42] | |
| 1–1- 1 ⁄ 2 | 74 | 510 | 81 | 560 | 105 | 720 | C19–30 [42] | ||
| ASTM A449 — Тип 1 [41] Среднеуглеродистая сталь; закалка и отпуск | 1–1- 1 ⁄ 2 (вкл.) | 74 | 510 | 105 | 720 | С19–30 | |||
| 1- 1 ⁄ 2 –3 | 55 | 380 | 90 | 620 | Бринелл 183–235 | ||||
| Класс SAE 5.1 [44] Сталь с низким или средним содержанием углерода; закалка и отпуск | № 6– 1 ⁄ 2 | 85 | 590 | 120 | 830 | С25–40 | |||
SAE класс 5. 2 [44] 2 [44] Сталь мартенситная низкоуглеродистая; закалка и отпуск | 1 ⁄ 4 –1 | 85 | 590 | 120 | 830 | С26–36 | |||
| ASTM A449 — Тип 2 [44] Мартенситная сталь с низким содержанием углерода; закалка и отпуск | С25–34 | ||||||||
| или | ASTM A325 — Тип 1 [41] Среднеуглеродистая сталь; закалка и отпуск | 1 ⁄ 2 –1 (вкл.) | 85 | 590 | 92 | 630 [43] | 120 | 830 | С24–35 |
| 1–1- 1 ⁄ 2 | 74 | 510 | 82 | 570 [43] | 105 | 720 | С19–31 | ||
| [45] | ASTM A325 — Тип 3 [41] Сталь, устойчивая к атмосферной коррозии; закалка и отпуск | 1 ⁄ 2 –1 | 85 | 590 | 92 | 630 [43] | 120 | 830 | С24–35 |
| 1–1- 1 ⁄ 2 | 74 | 510 | 82 | 570 [43] | 105 | 720 | С19–31 | ||
| ASTM A354 — Марка BC [41] Среднеуглеродистая легированная сталь; закалка и отпуск | 1 ⁄ 4 –2- 1 ⁄ 2 (вкл. ) ) | 105 | 720 | 109 | 750 [43] | 125 | 860 | С26–36 | |
| 2- 1 ⁄ 2 –4 | 95 | 660 | 99 | 680 [43] | 115 | 790 | С22–33 | ||
| Класс SAE 7 Среднеуглеродистая легированная сталь; закалка и отпуск | 1 ⁄ 4 –1- 1 ⁄ 2 | 105 | 720 | 115 | 790 | 133 | 920 | ||
| Класс SAE 8 Среднеуглеродистая легированная сталь; закалка и отпуск | 1 ⁄ 4 –1- 1 ⁄ 2 | 120 | 830 | 130 | 900 | 150 | 1000 | C32–38 [42] | |
| ASTM A354 — Марка BD [46] | 1 ⁄ 4 –2- 1 ⁄ 2 (вкл. ) ) | 120 | 830 | 130 | 900 [46] | 150 | 1000 | С33–39 | |
| 2- 1 ⁄ 2 –4 | 105 | 720 | 115 | 790 [46] | 140 | 970 | С31–39 | ||
| Класс SAE 8.2 [42] Среднеуглеродистая борсодержащая мартенситная сталь; полностью обожженная, мелкозернистая, закалка и отпуск | 1 ⁄ 4 –1 | 120 | 830 | 150 | 1000 | С33–39 | |||
| ASTM A490 — Тип 1 [41] Среднеуглеродистая легированная сталь; закалить и отпустить | 1 ⁄ 2 –1- 1 ⁄ 2 | 120 | 830 | 130 [43] | 900 | 150 минимум 170 максимум | 1000 минимум 1200 максимум | С33–38 | |
| [45] | ASTM A490 — Тип 3 [41] Сталь, устойчивая к атмосферной коррозии; закалить и отпустить | ||||||||
| 18/8 Нержавеющая сталь Нержавеющая сталь с 17–19 % хрома и 8–13 % никеля | 1 ⁄ 4 – 5 ⁄ 8 (вкл. ) ) | 40 минимум 80–90 тип. | 280 минимум 550–620 тип. | 100–125 тип. | 690–860 тип. | ||||
| 5 ⁄ 8 –1 (вкл.) | 40 минимум 45–70 тип. | 280 минимум 310–480 тип. | 100 тип. | 690 тип. | |||||
| более 1 | 80–90 тип. | 550–620 тип. | |||||||
Метрическая система
Международными стандартами для крепежных изделий с метрической наружной резьбой являются ISO 898-1 для классов прочности, изготовленных из углеродистой стали, и ISO 3506-1 для классов прочности, изготовленных из коррозионностойких сталей.
| Маркировка и свойства головок винтов с метрической шестигранной головкой [47] | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Маркировка головок | Марка, материал и состояние | Диапазон номинальных размеров (мм) | Доказательство прочности | Предел текучести, мин. | Прочность на разрыв, мин. | Твердость сердцевины (по Роквеллу) | |||
| МПа | фунтов на квадратный дюйм | МПа | фунтов на квадратный дюйм | МПа | фунтов на квадратный дюйм | ||||
| Класс 3.6 [48] | 1,6–36 | 180 | 26 | 190 | 28 | 330 | 48 | В52–95 | |
| Класс 4.6 Сталь с низким или средним содержанием углерода | 5–100 | 225 | 32,6 | 240 | 35 | 400 | 58 | В67–95 | |
| Класс 4.8 Сталь с низким или средним содержанием углерода; полностью или частично отожженный | 1,6–16 | 310 | 45 | 340 | 49 | 420 | 61 | В71–95 | |
Класс 5..jpg) 8 8 Сталь с низким или средним содержанием углерода; холодно обработанный | 5–24 | 380 | 55 | 420 | 61 | 520 | 75 | В82–95 | |
| Класс 8.8 [39] Среднеуглеродистая сталь; закалить и отпустить | до 16 лет (вкл.) | 580 | 84 | 640 | 93 | 800 | 120 | ||
| 17–72 | 600 | 87 | 660 | 96 | 830 | 120 | С23–34 | ||
| Класс 8.8, низкоуглеродистая Сталь с низким содержанием бора; закалить и отпустить | |||||||||
Класс 8. 8.3 [49] 8.3 [49] Сталь, устойчивая к атмосферной коррозии; закалить и отпустить | |||||||||
| ASTM A325M — Тип 1 [50] [51] Среднеуглеродистая сталь; закалить и отпустить | 12–36 | ||||||||
| ASTM A325M — Тип 3 [50] [51] Сталь, устойчивая к атмосферной коррозии; закалить и отпустить | |||||||||
| Класс 9.8 Среднеуглеродистая сталь; закалить и отпустить | 1,6–16 | 650 | 94 | 720 | 104 | 900 | 130 | С27–36 | |
| Класс 9.8, низкоуглеродистая Сталь с низким содержанием бора; закалить и отпустить | |||||||||
Класс 10. 9 9 Легированная сталь; закалить и отпустить | 5–100 | 830 | 120 | 940 | 136 | 1 040 | 151 | С33–39 | |
| Класс 10.9 низкоуглеродистая Низкоуглеродистая бористая сталь; закалить и отпустить | |||||||||
| Класс 10.9.3 [49] Сталь, устойчивая к атмосферной коррозии; закалить и отпустить | |||||||||
| ASTM A490M — тип 1 [50] [52] Легированная сталь; закалить и отпустить | 12–36 | ||||||||
| ASTM A490M — Тип 3 [50] [52] Сталь, устойчивая к атмосферной коррозии; закалить и отпустить | |||||||||
Класс 12. 9 9 Легированная сталь; закалить и отпустить | 1,6–100 | 970 | 141 | 1 100 | 160 | 1 220 | 177 | С38–44 | |
| A2 [39] Нержавеющая сталь с 17–19 % хрома и 8–13 % никеля | до 20 | 210 минимум 450 тип. | 30 минимум 65 тип. | 500 минимум 700 тип. | 73 минимум 100 тип. | ||||
| ISO 3506-1 A2-50 [ необходима ссылка ] 304 нержавеющая сталь класса 50 (отожженная) | 210 | 30 | 500 | 73 | |||||
| ISO 3506-1 A2-70 [ необходима ссылка ] 304 нержавеющая сталь класса 70 (холодная обработка) | 450 | 65 | 700 | 100 | |||||
| ISO 3506-1 A2-80 [ ссылка необходима ] 304 нержавеющая сталь класса 80 | 600 | 87 | 800 | 120 | |||||
Формы головок винтов
- Головка тарелки
- Низкий диск с закругленным высоким внешним краем с большой площадью поверхности [53]
- Кнопка или куполообразная головка
- Цилиндрический с закругленной вершиной
- Круглая головка
- Куполообразная голова для украшения.
 [54]
[54] - Грибовидная или ферменная головка
- Низкопрофильный купол для защиты от несанкционированного доступа
- Потайная или плоская головка
- Конический, с плоской внешней поверхностью и сужающейся внутренней поверхностью, что позволяет ему погружаться в материал. Угол винта измеряется как полный угол конуса.
- Овальная или приподнятая головка
- Декоративная головка винта с потайным дном и закругленной вершиной. [54] Также известен как «приподнятый потайной» (Великобритания)
- Головка горна
- Аналогичен потайному, но имеет плавный переход от стержня к углу головки, как у звонка рожка
- Сырная головка
- Диск с цилиндрическим внешним краем высотой примерно в половину диаметра головки
- Филлистерная головка
- Цилиндрическая, но со слегка выпуклой верхней поверхностью.Отношение высоты к диаметру больше, чем головка сыра.
- Головка с фланцем
- Фланцевая головка может быть любого из вышеперечисленных типов головок (кроме потайных) с добавлением встроенного фланца в основании головки.
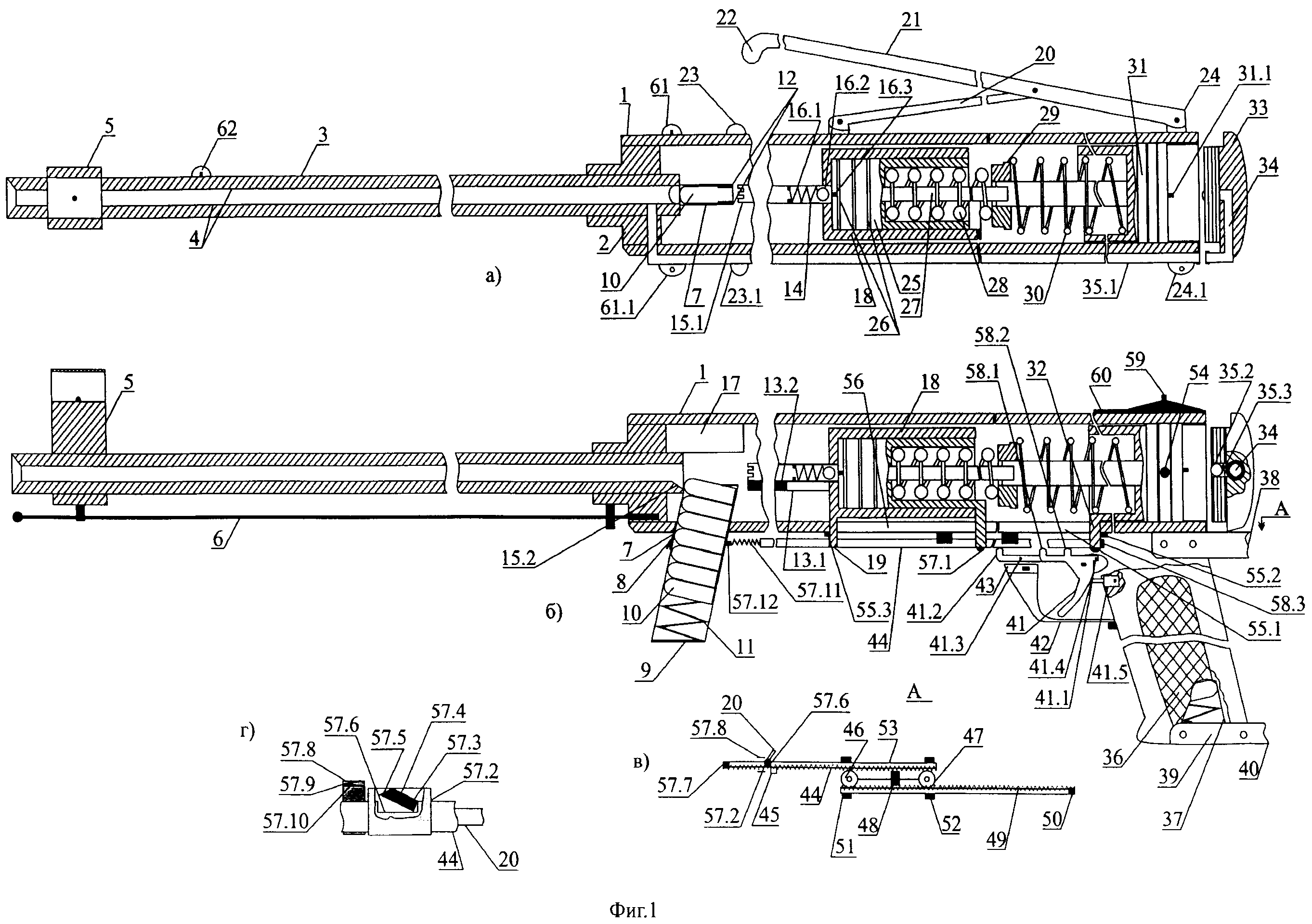 Это устраняет необходимость в плоской шайбе.
Это устраняет необходимость в плоской шайбе.
Некоторые разновидности винтов изготавливаются с отрывной головкой, которая отрывается при приложении соответствующего крутящего момента. Это предотвращает несанкционированное вмешательство, а также обеспечивает легко проверяемое соединение, гарантирующее правильную сборку.Примером этого являются срезные болты, используемые на рулевых колонках транспортных средств для крепления замка зажигания.
Типы винтовых приводов
Современные винты используют самые разные конструкции приводов, каждый из которых требует различного инструмента для их завинчивания или извлечения. Наиболее распространены винтовые приводы со шлицем и крестообразным шлицем в США; hex, Robertson и Torx также распространены в некоторых приложениях, а Pozidriv почти полностью заменил Phillips в Европе. Некоторые типы привода предназначены для автоматической сборки при серийном производстве таких изделий, как автомобили.Более экзотические типы отверток могут использоваться в ситуациях, когда вмешательство нежелательно, например, в электронных устройствах, которые не должны обслуживаться специалистом по ремонту на дому.
Инструменты
Электрический отвертка вкручивает саморез с крестообразным шлицем в дерево.Ручной инструмент, используемый для закручивания большинства винтов, называется отверткой . Электроинструмент, который выполняет ту же работу, — это отвертка ; электрические дрели также можно использовать с насадками для завинчивания.Там, где удерживающая способность резьбового соединения имеет решающее значение, используются отвертки для измерения крутящего момента и отвертки с ограничением крутящего момента , чтобы обеспечить достаточное, но не чрезмерное усилие, развиваемое винтом. Ручным инструментом для закручивания резьбовых крепежных изделий с шестигранной головкой является гаечный ключ (использование в Великобритании) или гаечный ключ (использование в США), а приспособление для установки гаек используется с механической отверткой.
Стандарты резьбы
Существует много систем для указания размеров винтов, но в большинстве стран мира предпочтительная серия винтов с метрической резьбой ISO вытеснила многие старые системы. Другие относительно распространенные системы включают британский стандарт Whitworth, систему BA (Британская ассоциация) и унифицированный стандарт резьбы.
Другие относительно распространенные системы включают британский стандарт Whitworth, систему BA (Британская ассоциация) и унифицированный стандарт резьбы.
Метрическая резьба ISO
Основные принципы метрической винтовой резьбы ISO определены в международном стандарте ISO 68-1, а предпочтительные комбинации диаметра и шага перечислены в ISO 261. Приведено меньшее подмножество комбинаций диаметра и шага, обычно используемых в винтах, гайках и болтах. в ISO 262. Наиболее часто используемым значением шага для каждого диаметра является крупный шаг .Для некоторых диаметров также указаны один или два дополнительных варианта с мелким шагом для специальных применений, таких как резьба в тонкостенных трубах. Метрическая резьба ISO обозначается буквой M , за которой следует наибольший диаметр резьбы в миллиметрах (например, M8 ). Если резьба не использует обычный крупный шаг (например, 1,25 мм в случае M8), то к шагу в миллиметрах также добавляется знак умножения (например, «M8×1», если резьба имеет внешний диаметр 8 мм и продвигается на 1 мм за поворот на 360°).
Номинальный диаметр метрического винта — это внешний диаметр резьбы. Резьбовое отверстие (или гайка), в которое входит винт, имеет внутренний диаметр, равный размеру винта минус шаг резьбы. Так, винт М6 с шагом 1 мм изготавливается путем нарезания резьбы на хвостовике 6 мм, а гайка или резьбовое отверстие — путем нарезания резьбы в отверстие диаметром 5 мм (6 мм — 1 мм).
Болты, винты и гайки с метрической шестигранной головкой указаны, например, в Британском стандарте BS 4190 (винты общего назначения) и BS 3692 (прецизионные винты).В следующей таблице указано соотношение, указанное в этих стандартах, между размером резьбы и максимальной шириной шестигранных граней (размер ключа):
| Метрическая резьба ISO | М1.6 | М2 | М2,5 | М3 | М4 | М5 | М6 | М8 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М42 | М48 | М56 | М64 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Размер ключа (мм) | 3. 2 2 | 4,0 | 5,0 | 5,5 | 7,0 | 8,0 | 10,0 | 13,0 | 17,0 | 19,0 | 24,0 | 30,0 | 36,0 | 46,0 | 55,0 | 65,0 | 75,0 | 85,0 | 95,0 |
Кроме того, указаны следующие непредпочтительные промежуточные размеры:
| Метрическая резьба ISO | М7 | М14 | М18 | М22 | М27 | М33 | М39 | М45 | М52 | М60 | М68 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Размер ключа (мм) | 11 | 22 | 27 | 32 | 41 | 50 | 60 | 70 | 80 | 90 | 100 |
Уитворт
Первым, кто создал стандарт (около 1841 г.), был английский инженер сэр Джозеф Уитворт.Размеры винтов Витворта все еще используются как для ремонта старого оборудования, так и там, где требуется более грубая резьба, чем метрическая резьба крепежа. Whitworth стал British Standard Whitworth , сокращенно BSW (BS 84:1956), а резьба British Standard Fine (BSF) была представлена в 1908 году, потому что резьба Whitworth была слишком крупной для некоторых применений. Угол резьбы составлял 55°, а глубина и шаг варьировались в зависимости от диаметра резьбы (т. е. чем больше болт, тем крупнее резьба).Гаечные ключи для болтов Витворта маркируются размером болта, а не расстоянием между гранями головки винта.
Whitworth стал British Standard Whitworth , сокращенно BSW (BS 84:1956), а резьба British Standard Fine (BSF) была представлена в 1908 году, потому что резьба Whitworth была слишком крупной для некоторых применений. Угол резьбы составлял 55°, а глубина и шаг варьировались в зависимости от диаметра резьбы (т. е. чем больше болт, тем крупнее резьба).Гаечные ключи для болтов Витворта маркируются размером болта, а не расстоянием между гранями головки винта.
В настоящее время поле Уитворта чаще всего используется во всех строительных лесах Великобритании. Кроме того, стандартная резьба фотоштатива для небольших камер составляет 1/4 дюйма по Витворту (20 точек на дюйм), а для камер среднего и большого формата — 3/8 дюйма по Витворту (16 точек на дюйм). Он также используется для микрофонных стоек и соответствующих им зажимов, опять же обоих размеров, вместе с «резьбовыми переходниками», позволяющими прикреплять меньший размер к предметам, требующим большей резьбы. Обратите внимание, что, хотя болты 1/4 дюйма UNC подходят к втулкам штатива камеры 1/4 дюйма BSW, предел текучести снижается из-за различных углов резьбы 60° и 55° соответственно.
Обратите внимание, что, хотя болты 1/4 дюйма UNC подходят к втулкам штатива камеры 1/4 дюйма BSW, предел текучести снижается из-за различных углов резьбы 60° и 55° соответственно.
Винтовая резьба Британской ассоциации
РезьбаБританской ассоциации (ВА), названная в честь Британской ассоциации развития науки, была разработана в 1884 году и стандартизирована в 1903 году. Винты описывались как «2BA», «4BA» и т. д., нечетные числа использовались редко, за исключением в оборудовании, произведенном до 1970-х годов для телефонных станций в Великобритании.В этом оборудовании широко использовались винты BA с нечетными номерами, чтобы, как можно предположить, уменьшить кражу. Резьба BA определяется Британским стандартом BS 93: 1951 «Спецификация винтовой резьбы Британской ассоциации (BA) с допусками для размеров от 0 BA до 16 BA».
Хотя это и не относится к метрическим винтам ISO, размеры были фактически определены в метрических единицах: резьба 0BA имеет диаметр 6 мм и шаг 1 мм. Другие резьбы серии ВА связаны с 0ВА в геометрическом ряду с общими множителями 0.{1,2}} мм (3,62 мм). Хотя 0BA имеет тот же диаметр и шаг, что и ISO M6, резьба имеет другую форму и несовместима.
Другие резьбы серии ВА связаны с 0ВА в геометрическом ряду с общими множителями 0.{1,2}} мм (3,62 мм). Хотя 0BA имеет тот же диаметр и шаг, что и ISO M6, резьба имеет другую форму и несовместима.
Потоки BA все еще распространены в некоторых нишевых приложениях. Некоторые типы точных механизмов, такие как счетчики с подвижной катушкой и часы, как правило, имеют резьбу BA, где бы они ни производились. Размеры BA также широко использовались в самолетах, особенно в тех, которые производились в Соединенном Королевстве. Размер BA до сих пор используется в железнодорожной сигнализации, в основном для заделки электрического оборудования и кабелей.
Резьба BA широко используется в моделировании, где меньшие размеры шестигранной головки облегчают представление крепления шкалы. В результате многие британские поставщики Model Engineering по-прежнему имеют запасы крепежных деталей BA, обычно до 8BA и 10BA. 5BA также широко используется, так как его можно навинтить на стержень 1/8. [55]
Унифицированный стандарт резьбы
Унифицированный стандарт резьбы (UTS) чаще всего используется в Соединенных Штатах, но также широко используется в Канаде и иногда в других странах. Размер винта UTS описывается в следующем формате: XY , где X — номинальный размер (размер отверстия или паза в стандартной производственной практике, через который можно легко протолкнуть хвостовик винта) и Y — количество витков на дюйм (TPI). Для размеров 1 ⁄ 4 дюймов и больше размер указывается в виде дроби; для размеров меньше этого используется целое число в диапазоне от 0 до 16. Целочисленные размеры можно преобразовать в фактический диаметр, используя формулу 0.060 + 0,013 × число. Например, винт № 4 имеет диаметр 0,060 + 0,013 × 4 = 0,112 дюйма. Существуют также размеры винтов меньше «0» (ноль или должно быть). Размеры 00, 000, 0000, которые обычно называются двумя, тремя и четырьмя. У большинства очков дужки прикручены к оправе винтами размера 00-72 (произносится как «двойной долг» — семьдесят два). Чтобы рассчитать главный диаметр винтов «должного» размера, посчитайте количество нулей, умножьте это число на 0,013 и вычтите из .
Размер винта UTS описывается в следующем формате: XY , где X — номинальный размер (размер отверстия или паза в стандартной производственной практике, через который можно легко протолкнуть хвостовик винта) и Y — количество витков на дюйм (TPI). Для размеров 1 ⁄ 4 дюймов и больше размер указывается в виде дроби; для размеров меньше этого используется целое число в диапазоне от 0 до 16. Целочисленные размеры можно преобразовать в фактический диаметр, используя формулу 0.060 + 0,013 × число. Например, винт № 4 имеет диаметр 0,060 + 0,013 × 4 = 0,112 дюйма. Существуют также размеры винтов меньше «0» (ноль или должно быть). Размеры 00, 000, 0000, которые обычно называются двумя, тремя и четырьмя. У большинства очков дужки прикручены к оправе винтами размера 00-72 (произносится как «двойной долг» — семьдесят два). Чтобы рассчитать главный диаметр винтов «должного» размера, посчитайте количество нулей, умножьте это число на 0,013 и вычтите из . 060. Например, большой диаметр резьбы 000-72 составляет 0,060 — (3 x 0,013) = 0,060-0,039 = 0,021 дюйма. Для винтов большинства размеров доступно несколько TPI, наиболее распространенными из которых являются унифицированная крупная резьба (UNC или UN) и унифицированная мелкая резьба (UNF или UF). Примечание. В других странах, кроме США и Канады, в настоящее время в основном используется система метрической резьбы ISO. В отличие от большинства других стран, США и Канада до сих пор используют унифицированную (дюймовую) систему резьбы. Однако оба переходят на метрическую систему ISO.Подсчитано, что примерно 60% винтовой резьбы, используемой в Соединенных Штатах, по-прежнему имеют дюймовую основу.
060. Например, большой диаметр резьбы 000-72 составляет 0,060 — (3 x 0,013) = 0,060-0,039 = 0,021 дюйма. Для винтов большинства размеров доступно несколько TPI, наиболее распространенными из которых являются унифицированная крупная резьба (UNC или UN) и унифицированная мелкая резьба (UNF или UF). Примечание. В других странах, кроме США и Канады, в настоящее время в основном используется система метрической резьбы ISO. В отличие от большинства других стран, США и Канада до сих пор используют унифицированную (дюймовую) систему резьбы. Однако оба переходят на метрическую систему ISO.Подсчитано, что примерно 60% винтовой резьбы, используемой в Соединенных Штатах, по-прежнему имеют дюймовую основу.
Производство
Производство винта состоит из трех этапов: заголовок , накатка резьбы и покрытие . Винты обычно изготавливаются из проволоки, которая поставляется в больших бухтах, или из круглого прутка для больших винтов. Затем проволока или стержень обрезается до нужной длины для типа изготавливаемого винта; эта заготовка известна как заготовка . Затем производится холодная головка, то есть процесс холодной обработки. Головка выпускает головку винта. Форма штампа в машине определяет, какие элементы вдавливаются в головку винта; например, винт с плоской головкой использует плоскую матрицу. Для более сложных форм требуются два процесса заголовков, чтобы получить все функции в головке винта. Этот метод производства используется, потому что заголовки имеют очень высокую производительность и практически не производят отходов. Винты со шлицевой головкой требуют дополнительного шага, чтобы прорезать прорезь в головке; это делается на слот-машине .Эти станки представляют собой упрощенные фрезерные станки, предназначенные для обработки как можно большего количества заготовок.
Затем производится холодная головка, то есть процесс холодной обработки. Головка выпускает головку винта. Форма штампа в машине определяет, какие элементы вдавливаются в головку винта; например, винт с плоской головкой использует плоскую матрицу. Для более сложных форм требуются два процесса заголовков, чтобы получить все функции в головке винта. Этот метод производства используется, потому что заголовки имеют очень высокую производительность и практически не производят отходов. Винты со шлицевой головкой требуют дополнительного шага, чтобы прорезать прорезь в головке; это делается на слот-машине .Эти станки представляют собой упрощенные фрезерные станки, предназначенные для обработки как можно большего количества заготовок.
Затем заготовки снова полируют перед нарезанием резьбы. Резьба обычно изготавливается методом накатки, однако некоторые из них нарезаются. Затем заготовка обрабатывается деревом и кожей для окончательной очистки и полировки. [ citation required ] Для предотвращения коррозии на большинство винтов наносится покрытие, такое как гальванопокрытие цинком (гальванизация) или нанесение черного оксида.
История
В то время как недавняя гипотеза приписывает винт Архимеда Сеннахириму, царю Ассирии, археологические находки и графические свидетельства появляются только в эллинистический период, и стандартная точка зрения считает, что это устройство является греческим изобретением, скорее всего, эрудитом Архимедом в 3 веке до н.э. . [56] [ сомнительно – обсудить ] Хоть и напоминает винт, но не винт в обычном смысле этого слова.
Ранее винт был описан греческим математиком Архитасом из Тарента (428–350 гг. до н. э.).К I веку до нашей эры деревянные винты широко использовались во всем Средиземноморье в винтовых прессах для отжима оливкового масла из оливок и отжима сока из винограда в виноделии. Металлические винты, используемые в качестве крепежа, были редкостью в Европе до 15 века, если вообще были известны. [57]
Рыбчинский показал [58] , что ручные отвертки (ранее называемые «поворотными винтами» на английском языке, в более прямой параллели с их первоначальным французским названием, tournevis [59] ) существовали со времен средневековья. времен (не позднее 1580-х годов), хотя они, вероятно, не получили широкого распространения до 1800 года, когда резьбовые крепления стали товаром, как подробно описано ниже. [ термин павлина ]
времен (не позднее 1580-х годов), хотя они, вероятно, не получили широкого распространения до 1800 года, когда резьбовые крепления стали товаром, как подробно описано ниже. [ термин павлина ]
До того, как резьбовые крепления получили широкое распространение, использовалось множество видов креплений. Они, как правило, включали столярные и кузнечные работы, а не механическую обработку, и включали такие понятия, как дюбели и штифты, клинья, пазы и шипы, ласточкины хвосты, забивание гвоздей (с зажатием концов гвоздей или без них), кузнечная сварка и многие виды связывания шнуром. из кожи или волокна с использованием множества видов узлов. До середины 19 века в судостроении использовались шплинты или штифтовые болты, а также «зажимные болты» (теперь называемые заклепками).Клеи также существовали, хотя и не в таком изобилии, как сегодня.
Металлический винт не стал обычным крепежным элементом, пока к концу 18 века не были разработаны станки для их массового производства. Это развитие расцвело в 1760-х и 1770-х годах [60] по двум разным путям, которые вскоре сошлись: [61] массовое производство шурупов по дереву [имеются в виду шурупы из металла для использования в древесине] в специализированном, одноцелевой, крупносерийный станок; и мелкосерийное производство машинных винтов (V-образная резьба) в стиле инструментального цеха с легким выбором среди различных шагов (все, что может понадобиться машинисту в любой день).
Это развитие расцвело в 1760-х и 1770-х годах [60] по двум разным путям, которые вскоре сошлись: [61] массовое производство шурупов по дереву [имеются в виду шурупы из металла для использования в древесине] в специализированном, одноцелевой, крупносерийный станок; и мелкосерийное производство машинных винтов (V-образная резьба) в стиле инструментального цеха с легким выбором среди различных шагов (все, что может понадобиться машинисту в любой день).
Первый путь был проложен братьями Джобом и Уильямом Вяттами из Стаффордшира, Великобритания, [62] , которые в 1760 году запатентовали машину, которую сегодня лучше всего назвать винтовой машиной раннего и дальновидного типа. В нем использовался ходовой винт для направления фрезы для получения желаемого шага, [62] , а паз был прорезан вращающимся напильником, в то время как главный шпиндель оставался неподвижным (предварительная обработка приводных инструментов на токарных станках 250 лет спустя)..jpg) Только в 1776 году у братьев Вятт была запущена фабрика по производству шурупов. [62] Их предприятие потерпело крах, но новые владельцы вскоре сделали его процветающим, и в 1780-х годах они производили 16 000 винтов в день всего с 30 работниками [63] — промышленная производительность и объем выпуска, характерный для современной промышленности, но был революционным в то время.
Только в 1776 году у братьев Вятт была запущена фабрика по производству шурупов. [62] Их предприятие потерпело крах, но новые владельцы вскоре сделали его процветающим, и в 1780-х годах они производили 16 000 винтов в день всего с 30 работниками [63] — промышленная производительность и объем выпуска, характерный для современной промышленности, но был революционным в то время.
Тем временем английский инструментодел Джесси Рамсден (1735–1800) работал над инструментальной и инструментальной частью проблемы нарезания резьбы, и в 1777 году он изобрел первый удовлетворительный токарно-винторезный станок. [64] Британский инженер Генри Модслей (1771–1831) получил известность благодаря популяризации таких токарных станков благодаря своим токарно-винторезным станкам 1797 и 1800 годов, включавшим в себя тройной ходовой винт, скользящую опору и зубчатую передачу с переключением передач. правильные пропорции для промышленной обработки. В некотором смысле он объединил пути Уайаттов и Рамсденов и сделал для винтов для станков то, что уже было сделано для шурупов для дерева, т. е. значительное облегчение производства, подстегнувшее товаризацию. Его фирма спустя десятилетия останется лидером в области станков.Неправильное цитирование Джеймса Нэсмита популяризировало представление о том, что Модслей изобрел упор для затвора, но это было неверно; однако его токарные станки помогли его популяризировать.
е. значительное облегчение производства, подстегнувшее товаризацию. Его фирма спустя десятилетия останется лидером в области станков.Неправильное цитирование Джеймса Нэсмита популяризировало представление о том, что Модслей изобрел упор для затвора, но это было неверно; однако его токарные станки помогли его популяризировать.
Эти разработки эпохи 1760–1800 годов, в которых Wyatts и Maudslay, возможно, были наиболее важными движущими силами, привели к значительному увеличению использования резьбовых креплений. Почти сразу же началась стандартизация форм резьбы, но она не была быстро завершена; с тех пор это был развивающийся процесс. Дальнейшие улучшения в массовом производстве винтов продолжали снижать цены за единицу продукции на протяжении десятилетий, на протяжении всего 19 века. [65]
Американское развитие токарно-револьверного станка (1840-е годы) и производных от него винтовых автоматов (1870-е годы) резко снизило удельную стоимость резьбовых крепежных изделий за счет все большей автоматизации управления станком. Это снижение затрат стимулировало все более широкое использование винтов.
Это снижение затрат стимулировало все более широкое использование винтов.
На протяжении 19 века наиболее часто используемыми формами головок винтов (т. е. типами приводов) были простые прямые шлицы с внутренним отвинчиванием и квадраты и шестигранники с внешним отжимом.Их было легко обрабатывать, и они адекватно служили большинству приложений. Рыбчински описывает шквал патентов на альтернативные типы приводов в 1860–1890-х годах, [66] , но объясняет, что они были запатентованы, но не производились из-за трудностей и затрат на это в то время. В 1908 году канадец П. Л. Робертсон был первым, кто воплотил в жизнь привод с внутренним квадратным торцевым ключом, разработав правильную конструкцию (небольшие углы конусности и общие пропорции), позволяющую легко, но успешно штамповать головку с холодным металлом. формирование по желанию, а не срезание или смещение нежелательным образом. [66] Практическое производство внутреннего отвертного шестигранника (шестигранная головка) вскоре последовало в 1911 году. [67] [68]
[67] [68]
Генри Ф. Филлипс. [69]
Стандартизация формы резьбы еще больше улучшилась в конце 1940-х годов, когда были определены метрическая резьба ISO и унифицированный стандарт резьбы.
Прецизионные винты для управления движением, а не для крепления, разработанные на рубеже 19-го века, были одним из центральных технических достижений, наряду с плоскими поверхностями, которые привели к промышленной революции. [70] Являются ключевыми компонентами микрометров и токарных станков.
Другие способы крепления
Альтернативные методы крепления:
- гвозди
- заклепки
- штифты (установочные штифты, конические штифты, цилиндрические штифты, пружинные штифты, шплинты)
- валы со шпонками (шпоночные валы, шпонки с полукруглой головкой, шпонки с выпуклой головкой)
- резьбовой болт, штифт или шплинт, а также стяжной болт, используемые при строительстве клинкерных лодок
- сварка
- пайка
- пайка
- Столярные изделия (врезные и шиповые, соединение «ласточкин хвост», коробчатые соединения, соединения внахлестку)
- склеивание
- лента
- защелка
См.
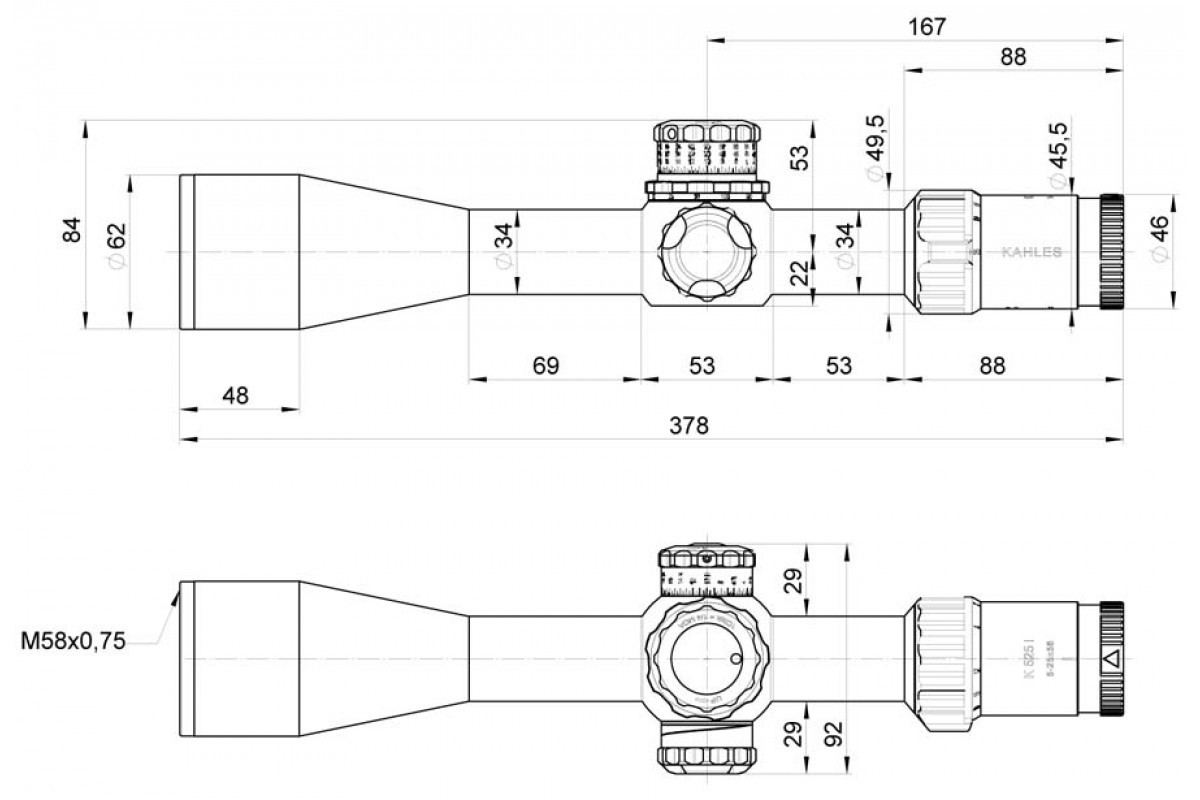 также
такжеМультитулы | Кожаный
шило (19) Refine by Инструменты в комплекте: шило
отвертка (23) Уточнить по включенным инструментам: бит-драйвер
открывалка для бутылок (41) Уточнить с помощью инструментов В комплекте: открывалка для бутылок
карабин (9) Refine by Инструменты в комплекте: карабин
крюк для резки (9) Refine by Инструменты в комплекте: режущий крючок
файл (27) Уточнить с помощью включенных инструментов: файл
нож (36) Refine by Инструменты в комплекте: нож
стопорное лезвие (30) Refine by Инструменты в комплекте: фиксирующее лезвие
плоскогубцы (33) Уточнить с помощью инструментов в комплекте: плоскогубцы
пила (19) Refine by Инструменты в комплекте: пила
ножницы (21) Уточнить с помощью инструментов в комплекте: ножницы
скребок (2) Уточнить по включенным инструментам: скребок
отвертка (36) Уточнить с помощью инструментов в комплекте: отвертка
Протектор (1) Уточнить по включенным инструментам: протектор
кусачки (33) Уточнить по включенным инструментам: кусачки
гаечный ключ (9) Уточнить с помощью инструментов в комплекте: гаечный ключ
