
Обучающая 3D программа «Оружие России»
Описание программы:
Интерактивное наглядно-учебное пособие по изучению материальной части автомата Калашникова и пистолета Макарова.Знание материальной части оружия необходимо для безопасного обращения с ним, его сбережения и обеспечения безотказной работы при стрельбе в различных условиях.
В учебнике вся информация представлена в виде текстового, графического и анимированного материала. Анимированная 3D-графика позволяет наглядно продемонстрировать обучаемым составные части оружия, а также взаимодействие частей и механизмов оружия при заряжании и стрельбе. Внедрение такого пособия в сочетании с традиционным использованием учебного оружия делает возможным добиться от обучаемого усвоения сложного материала по работе автоматики оружия всего за одно двухчасовое занятие.
Вся информация разделена на три основных блока: теория, практика и контрольные вопросы.
Теоретическая часть предназначена для овладения знаниями по следующим темам:
— Изучение порядка неполной разборки и сборки пистолета Макарова и автомата Калашникова
— Обращение с пистолетом Макарова при заряжании, стрельбе, перезарядке и разряжании
— Обращение с автоматом Калашникова при задержке в стрельбе в следующих случаях: неподача и утыкание патрона; неизвлечение, прихват или неотражение гильзы; осечка, недоход затворной рамы в переднее положение
— Обращение с пистолетом Макарова при задержке в стрельбе в следующих случаях: осечка; неподача патрона; прихват гильзы; застревание пули
— Модификации автомата Калашникова, массогабаритные и технические характеристики каждого
— Основные технические характеристики на пистолет Макарова и автомат Калашникова (представлено 14 моделей АК), типы боеприпасов, используемые в оружии и их баллистические характеристики
— Принадлежности автомата, конструкция автомата.
 Интерактивные плакаты с возможностью увеличения и подробного изучения каждой детали
Интерактивные плакаты с возможностью увеличения и подробного изучения каждой детали — Плакат ударно-спускового механизма автомата
— Интерактивные плакаты с изображением затворных элементов и ударно-спусковым механизмом пистолета, с возможностью увеличения и подробного изучения каждой детали
— Таблица превышения траектории по автомату Калашникова
В практической части программы показаны взаимодействия частей и механизмов при заряжании и стрельбе, составные части пистолета Макарова и автомата Калашникова. Для создания анимации использованы технологии 3D-графики.
— Смена магазина
— Досылание патрона в патронник
— Израсходование патронов из магазина
— Включение предохранителя
— Внешняя и внутренняя баллистика пули
По окончании изучения курса предлагается ответить на 76 контрольных вопросов по пройденному материалу — назначение частей и механизмов и их названия, общие вопросы по ПМ и АК, касающиеся разборки-сборки, типов боеприпасов, задержек при стрельбе.

Назад
Основные части пистолета Макарова и их назначение
В 1948 году советским оружейником Н. Ф. Макаровым была разработана конструкция пистолета, который сегодня всем известен как ПМ. С 1951 года и по сей день данная модель пистолета используется сотрудниками российских вооруженных сил и правоохранительных органов в качестве личного оружия для защиты и нападения.
Основное предназначение ПМ – поражение противника на небольшом расстоянии. Надежность данного оружия обеспечивается за счет бесперебойной работы всех элементов его автоматики. В статье содержится информация о том, из каких основных частей состоит пистолет Макарова.
Начало работыВ 1947 году старший командный состав Советской армии нуждался в новом компактном пистолете. ТТ и револьверы наган к тому времени уже устарели. Необходимо было создать новое оружие — пистолет «мирного времени». В 1948 году состоялся конкурс, на котором советские оружейные конструкторы представили свои наработки.
По условиям конкурса оружие должно оснащаться свободным затвором и самовзводным ударно-спусковым механизмом. За основу был взят уже проверенный немецкий Walther PP. Планировалось создать два образца пистолета, использующих боеприпасы калибров 7, 65 и 9 мм. После тестирования патронов оружейники отметили, что по сравнению с 7, 65, 9 мм является более мощным. Было решено сосредоточить свое внимание именно на этом калибре. Конечным результатом таких работ стал пистолет Макарова. ТТХ и основные части этого оружия позволяют его эффективно использовать во время ближнего боя.
Как работает автоматика?Пистолет Макарова является самозарядным оружием. В использовании ПМ несложный, а автоматика пистолета дает возможность владельцу держать оружие всегда готовым к действию. Процесс автоматической перезарядки осуществляют такие основные части пистолета Макарова, как затвор и ударно-спусковой механизм. Для этого используется принцип отдачи не сцепленного со стволом затвора. Во время выстрела запирание ствольного канала осуществляется за счет большой массы затвора и силы возвратной пружины.
Оружие оснащено следующими элементами:
- Ствольной рамкой и спусковой скобой.
- Затвором, содержащим ударник, выбрасыватель и предохранитель.
- Возвратной пружиной.
- Ударно-спусковым механизмом.
- Рукояткой.
- Затворной задержкой.
- Пистолетным магазином.
Это составляющие представляют собой 7 основных частей пистолета Макарова.
ФункцииОсновные части пистолета Макарова выполняют следующие задачи:
- Ствол направляет полет пули. Спусковая скоба предохраняет спусковой крючок от случайного нажатия.
- Затвор подает боеприпас из магазина в патронник, запирает ствольной канал во время стрельбы, удерживает при помощи выбрасывателя в затворной чашечке гильзу и устанавливает курок на боевой взвод. При помощи ударника разбивается капсюль боеприпаса.
 Предохранитель обеспечивает безопасность стрелка во время эксплуатации пистолета.
Предохранитель обеспечивает безопасность стрелка во время эксплуатации пистолета. - Возвратная пружина после осуществления выстрела устанавливает затвор в изначальном положении.
- УСМ оснащен курком, шепталом с пружиной, спусковым крючком, взводным рычагом со спусковой тягой, боевой пружиной и задвижкой к ней. Данные основные части пистолета Макарова обеспечивают быструю стрельбу. Стрелять можно сразу после нажатия на спусковой крючок. Предварительно взводить курок для этого теперь не нужно.
- Затворная задержка позволяет удерживать затвор в заднем положении при пустом магазине.
- Рукоять с винтом обеспечивает удобное удержание стрелком пистолета Макарова.
- Магазин пистолета служит для расположения восьми боеприпасов.
Данный элемент имеет четыре элемента:
- Корпус магазина, который применяется для соединения всех его частей.
- Подаватель, которым осуществляется подача боеприпасов в патронник.

- Пружину, выталкивающую подаватель с патронами вверх.
- Магазинную крышку, предназначенную для закрытия корпуса.
На фото ниже представлены основные части пистолета Макарова.
Чем обеспечивается безопасность? Левая сторона затвора оснащена специальным предохранителем. При помощи автоматики и боевой пружины курок при спуске устанавливается на предохранительном взводе. На него оказывает воздействие изогнутый (отбойный) конец пера пружины: он разворачивает курок под небольшим углом от затвора. Таким образом, пружина выполняет функцию «отбой» курка. Шептало своим носиком расположено перед предохранительным взводом курка. Когда спусковой крючок отпущен, перо боевой пружины воздействует на спусковую тягу, а взводной рычаг и шептало опускаются в нижнее положение. Таким образом, шептало, прижимаясь к курку, устанавливает его на предохранительном взводе. Как происходит выстрел?Процесс осуществляется в несколько этапов:
- Начало работы механики осуществляется при нажатии на спусковой крючок.

- Курок взаимодействует с ударником, в результате чего тот разбивает патронный капсюль.
- Воспламенение порохового заряда. Образовавшиеся пороховые газы выбрасывают пулю из ствольного канала.
- Пороховые газы через донце гильзы воздействуют на затвор, который, отходя назад, сжимает возвратную пружину. При помощи выбрасывателя затвор удерживает гильзу. Дойдя до отражателя, она экстрагируется через окно затвора.
- Затвор в крайнем положении разворачивает установленный на цапфах курок, пока тот не окажется на боевом взводе.
- В самом крайнем положении на затвор воздействует возвратная пружина, которая выталкивает его обратно вперед.
- Продвигаясь вперед, затвор при помощи досылателя направляет в патронник очередной боеприпас из магазина пистолета.
- «Освободившийся» от патрона затвор запирает ствольный канал. После этого оружие снова готово к стрельбе.
Выстрелы из пистолета Макарова производятся до тех пор, пока не израсходуются все патроны в магазине.
- Пистолет Макарова предназначен для стрельбы патронами калибра 9 мм.
- Оружие весит 0,73 грамма.
- Длина 161 мм.
- Ствол ПМ имеет длину 93 мм.
- Выпущенная пуля способна развить начальную скорость до 315 м/с.
- ПМ обладает скорострельностью 30 выстрелов в минуту.
- Пистолет рассчитан на одиночный режим стрельбы.
- Дальность эффективной стрельбы не превышает 50 м.
- Убойность пули составляет 350 м.
- Магазин ПМ рассчитан на 8 боеприпасов.
Небольшой размер, надежность, простота в эксплуатации и обслуживании – характерные особенности пистолета Макарова. Из большого разнообразия моделей, относящихся к классу компактного оружия для самообороны, пистолет ПМ признан одним из лучших. Сегодня он применяется офицерами вооруженных сил и сотрудниками силовых государственных структур.
Источник:
Разборка ПМ: порядок выполнения, норматив
Благодаря своему дизайну, небольшим габаритам и весу пистолет Макарова считается идеальным оружием для ношения, нападения и защиты, а также для проведения стрельбы на небольших расстояниях.
Разборка и сборка ПМ: виды, когда применяется
Проверка умения пользоваться пистолетом Макарова, знаний о его конструкции и предназначении всех ее составных элементов осуществляется путем проведения полной и неполной разборки оружия. Эти процедуры выполняются и в некоторых экстренных случаях, когда пистолет необходимо подвергнуть чистке.
Неполная разборка ПМ выполняется в случае, когда пистолет нужно почистить, произвести смазку всех деталей, а также проверить его боеспособность.
Полную разборку рекомендуется производить только в тех случаях, если пистолет оказался сильно загрязненным, если он попал под дождь или снег, упал в воду. Механизм оружия, подвергшийся таким воздействиям, срочно нуждается в полной чистке и проверке.
Механизм оружия, подвергшийся таким воздействиям, срочно нуждается в полной чистке и проверке.
Полная разборка ПМ – процедура, к которой прибегают очень редко. Это обусловлено тем, что она сильно понижает стойкость механизма и его составных элементов к износу, что уменьшает эксплуатационный срок оружия.
Полная разборка ПМ производится также при переходе на новую оружейную смазку. Также ее выполняют при необходимости осуществить ремонт всего механизма пистолета или его отдельных частей.
Рекомендации
- Сборка/разборка ПМ осуществляется на ровной поверхности. Это может быть стол или скамейка, поверхность которых обязательно должна быть накрыта чистой клеенкой.
- Разбирая ПМ, очень важно следить за тем, чтобы извлекаемый механизм и его запчасти укладывались на поверхности стола в определенном порядке. Рекомендуется их класть в той последовательности, как они извлекались, исключая их удары друг о друга. Работу следует проводить очень тщательно и аккуратно, без чрезмерных усилий.

- Если собирается/разбирается не одна огнестрельная единица, а несколько пистолетов ПМ, то в таком случае запчасти и механизмы должны быть пронумерованы. Это облегчит работу по сборке, поскольку собираемые части нельзя будет перепутать.
Неполная разборка ПМ
Процедура включает такие последовательные этапы:
- Извлечение магазина из рукояти.
Пистолет должен находиться в правой руке, а указательным пальцем левой отвести до предела магазинную защелку. При этом нужно оттянуть выпирающую часть крышки магазина.
- Проверка патронника на наличие в нем патрона.
Производится при выключенном предохранителе. Затвор нужно закрепить в заднем положении с помощью затворной задержки. Это даст возможность осмотреть патронник. Отпускается затвор на прежнее место путем нажатия на затворную задержку.
- Отделение затвора от рамки.
Спусковая скоба оттягивается вниз с перекосом влево с дальнейшим ее удержанием. Задняя часть затвора поднимается вверх, а сам затвор с помощью возвратной пружины продвигается вперед.
- Снятие возвратной пружины.
Она свинчивается со ствола путем вращения на себя.
После того как неполная разборка ПМ будет выполнена, в обратном порядке осуществляют процедуру сборки.
О полной разборке пистолета Макарова
Порядок разборки ПМ состоит из дальнейших операций:
- Отделение шептала и затворной задержки от рамки.
Производится путем одновременного нажатия на хвостовик в спусковом крючке и боевого курка.
- Снятие с затворной задержки пружины шептала.
Выполняется с помощью выступа протирки. Шептало и затворная задержка поднимаются вверх и отделяются от рамки.
- Отделение боевой пружины от рамки и рукояти от ее основания.
С помощью лезвия, размещенного на протирке, или отражателя затвора необходимо извлечь винты и сдвинуть рукоять в заднее положение. Боевая пружина снимается путем прижимания ее к основанию и устранения ее задвижки, размещенной на рукоятке. Это позволит извлечь боевую пружину, расположенную на приливе основания.
- Отделение курка от рамки.
Для этого нужно крючок спуска развернуть до предела вперед, а курок при этом сдвигается в направлении к стволу. Это позволит вынуть курок.
- Отделение от рамки спусковой тяги и взводного рычага.
Спусковая тяга задним своим концом приподнимается вверх с одновременным выводом ее цапфы из отверстия в спусковом крючке.
- Отделение от рамки спускового крючка.
Для этого нужно вынуть цапфы на спусковом крючке из специальных гнезд, которые содержит рамка. Это выполняется путем поворачивания хвостовика крючка вперед.
- Отделение от затвора предохранителя и ударника.
Предохранительный флажок после его поворачивания в верхнее положение отводится из гнезда в сторону, что позволит осуществить его изъятие из затворного гнезда.
- Отделение выбрасывателя от затвора.
Перед операцией гнеток выбрасывателя должен быть утоплен с помощью выступа на протирке. Выбрасыватель нужно раскручивать вдоль зацепа, пока он не выйдет из паза.
- Разборка пистолетного магазина.
Производится путем отжатия пружины подавателя с одновременным снятием крышки магазина, что возможно благодаря имеющейся в нем выступающей части. После этого последовательно извлекается сначала пружина подавателя, а следом и сам подаватель.
После того как работа по полной разборке была произведена, пистолет Макарова собирается в обратном порядке.
Как оценивается проведение неполной разборки/сборки пистолета Макарова?
Сдать норматив разборки ПМ можно, выполнив два задания, со специальной оценочной шкалой. На их выполнение отводится определенное время:
- Неполная разборка ПМ на оценку «отлично» должна быть выполнена за 7 сек. Время, превышающее 10 сек., свидетельствует о неудовлетворительном владении оружием и незнании его конструкции.
- Сборка пистолета Макарова проводится после завершения его неполной разборки. На оценку «отлично» эта процедура должна быть выполнена за 9 сек. Выполнение задания за 10 сек.
 соответствует оценке “хорошо”. Если потраченное на сборку время превышает 12 сек., это свидетельствует о наличии плохих теоретических знаний.
соответствует оценке “хорошо”. Если потраченное на сборку время превышает 12 сек., это свидетельствует о наличии плохих теоретических знаний. - Снаряжение магазина. Задание рассчитано на зарядку восемью патронами.
“Отлично” – задание выполнено за 16 сек.
“Хорошо” – 17 сек.
“Удовлетворительно” – 20 сек.
Применение
ПМ считается классическим пистолетом, предназначенным для гражданского и полицейского использования. Несмотря на то что пистолет Макарова не способен производить стопроцентную скоростную и целевую стрельбу, он широко применяется как в условиях тира, так и в боевой обстановке. Пистолет Макарова до сих пор состоит на вооружении армии Российской Федерации, с постепенным его вытеснением более совершенными оружейными конструкциями, такими как пистолеты Ярыгина.
Но самым сильным конкурентом пистолета ПМ является ПММ — пистолет Макарова модернизированный, оснащенный увеличенным магазином с двенадцатью высокоимпульсными патронами (в ПМ их восемь), обладающими мощностью, превышающей мощность стандартных патронов ПМ.
Пули для пистолета Макарова наделены повышенной останавливающей способностью: в них отсутствует твердый сердечник. Это обеспечивает возможность использования пистолета Макарова сотрудниками правоохранительных органов при работе в условиях города.
Ударно-спусковой механизм
Рамка
Кожух-затвор
Ствол
Конструкция деталей и механизмов
Основные характеристики
II. Основная часть
Пистолет Макарова. Принцип автоматики, тактико-технические характеристики, основные составные части пистолета Макарова.
Содержание: I. Введение II. Основная часть III. Заключение IV. Список использованной литературы
I. Введение
Пистолет ПМ был создан в ЦКБ-14 Николаем Федоровичем Макаровым (1914—1988) и после конкурсных испытаний в 1951 ᴦ. принят на вооружение как единый для всех видов вооруженных формирований.Автоматика работает по принципу отдачи свободного затвора.
принят на вооружение как единый для всех видов вооруженных формирований.Автоматика работает по принципу отдачи свободного затвора.
Ударно-спусковой механизм куркового типа с открытым курком, двойного действия, позволяет вести только одиночный огонь. Предохранитель механический флажкового типа, блокирующий курок и затвор с рамкой.Курок имеет предохранительный взвод и «отбой» после выстрела.Магазин коробчатого типа с однорядным расположением патронов.Возвратная пружина расположена на стволе.Имеется затворная задержка.Прицельные приспособления открытого типа и состоят из мушки и целика.В начале 1990-х гᴦ. пистолет был модернизирован под усиленный патрон, получив двухрядный магазин с шахматным расположением патронов. Патрон и пистолет стали называться ПММ (пистолет Макарова модернизированный). На базе пистолета ПМ был разработан служебный пистолет ИЖ-71 под укороченный патрон 9×17 («Браунинг короткий»).
| Патрон | 9×18 |
| Емкость магазина | 8 патронов |
| Вес: | |
| без патронов | 0,73 кг |
| со снаряженным магазином | 0,81 кг |
| Длина общая | 161 мм |
| Длина ствола | 93 мм |
| Начальная скорость пули | 315 м/с |
| Боевая скорострельность | 30 выстр.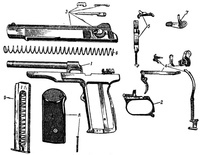 /мин. /мин.
|
| Прицельная дальность | 50 м |
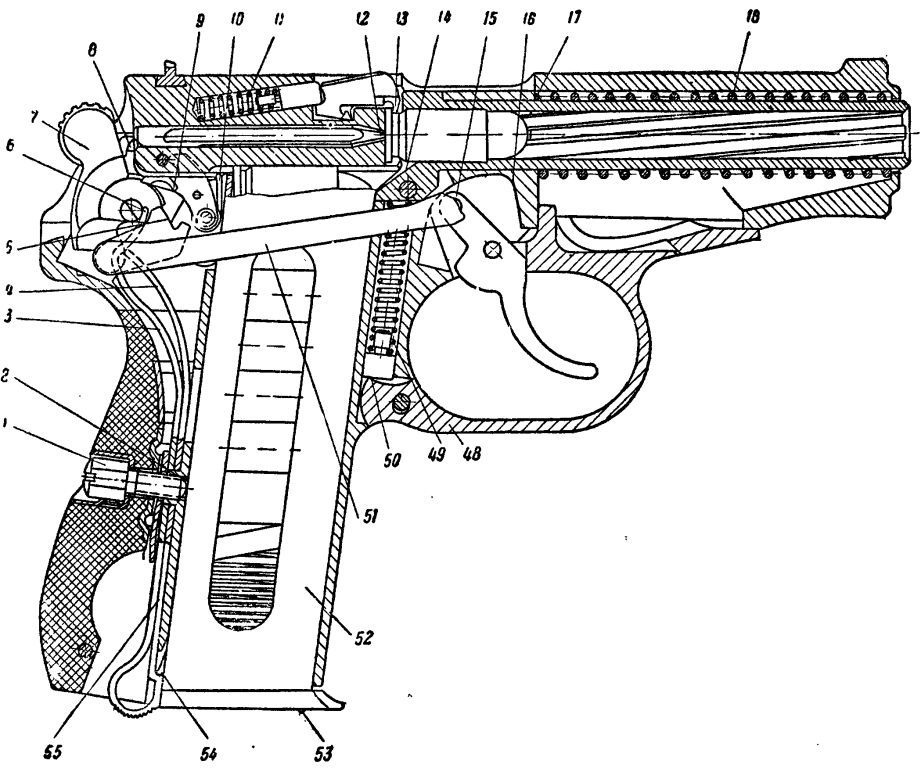
Внутри имеет нарезной канал с четырьмя нарезами и патронник. Патронник с уступом. Наружная поверхность гладкая. На казенной части имеются прилив для крепления ствола в стойке рамки и отверстие для штифта рамки. В нижней части прилива — скос для направления патрона из магазина в патронник.Ствол прочно закреплен в стойке рамки тугой посадкой и штифтом.
Представляет собой объединение двух деталей в одно целое: кожуха ствола и непосредственно затвора.На автоматику с отдачей свободного затвора это сказывается положительно, так как увеличивает вес затвора.Кожух-затвор имеет снаружи поперечный паз для подвижного целика, насечку для устранения отсвечивания при прицеливании, окно для выбрасывания стреляных гильз, паз для выбрасывателя и гнездо для его пружины, гнездо для предохранителя и выемки для его фиксации, насечку для удобства отводить затвор в заднее положение, паз для курка.Внутри кожух-затвор имеет канал для ствола, продольные выступы для движения кожуха-затвора по рамке, паз для отражателя, паз для разобщающего выступа рычага взвода, досылатель патронов в патронник, чашечку для помещения дна гильзы, выступ для разобщения рычага взвода с шепталом, выем для помещения разобщающего выступа рычага взвода при нажатом спуске, канал для помещения ударника.
Составляет единое целое с основанием рукоятки пистолета и имеет стойку с отверстием для крепления ствола, окном для размещения головки спускового крючка и кривым пазом для размещения спусковой тяги; цапфовые гнезда для размещения цапф спускового крючка; выступы с цапфенными гнездами для цапф курка и шептала; пазы для направления движения затвора; окно для перьев боевой пружины; окно для верхней части магазина; вырез для затворной задержки.
Основание рукоятки имеет боковые окна для облегчения веса, окно для вставки магазина, прилив для крепления боевой пружины и рукоятки, вырез для защелки магазина, прилив с гнездами для крепления спусковой скобы.
Спусковая скоба имеет на переднем конце гребень для ограничения движения затвора назад. В рамке она удерживается в верхнем положении проушиной и гнетком, расположенным на передней стенке основания рукоятки.
Рукоятка с винтом представляет собой своеобразный пластмассовый П-образный щиток, прикрывающий боковые окна основания рукоятки.
В его состав входят ударник, курок, боевая пружина, шептало с пружиной, спусковой крючок и спусковая тяга с рычагом взвода.
Ударник имеет в передней части боек, а в задней — срез для предохранителя, который удерживает ударник в канале затвора.
Курок — это деталь весьма сложной конфигурации. Он имеет головку с насечкой для взведения курка рукой, вырез для свободного хода курка при спуске его с боевого взвода, выем для зацепа предохранителя, предохранительный уступ, уступ боевого взвода, цапфы по бокам для вращения курка, дугообразные выточки для уменьшения веса, зуб самовзвода для взведения курка рычагом взвода, выступ для запирания курка рычагом взвода, выступ для запирания курка предохранителем, углубление для широкого пера боевой пружины, кольцевой выем для пяточки рычага взвода.
Боевая пружина — это пластинчатая пружина сложной формы, двуперая. Она имеет широкое перо для действия на курок, узкое перо для действия на рычаг взвода и спусковую тягу, отверстие для надевания на прилив основания рукоятки.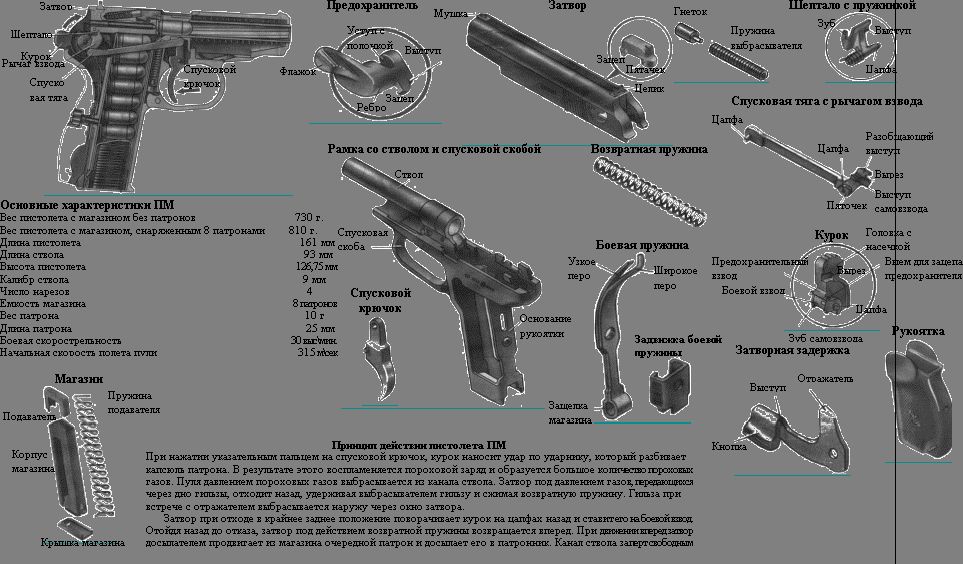 Нижний конец боевой пружины является защелкой магазина.Изгиб широкого пера обеспечивает «отбой» курка.
Нижний конец боевой пружины является защелкой магазина.Изгиб широкого пера обеспечивает «отбой» курка.
Шептало имеет носик для сцепления с уступами курка, цапфы для вращения, зуб для подъема шептала предохранителем, выступ, который входит в вырез рычага взвода при спуске курка.На левой цапфе шептала закреплена его пружина, выступ которой связан с затворной задержкой.
Спусковой крючок имеет цапфы для вращения, отверстие для соединения со спусковой тягой и хвост для приложения усилия при стрельбе.
Спусковая тяга с рычагом взвода имеет на концах цапфы. Передней цапфой она соединяется со спусковым крючком, а задней — с рычагом взвода.Рычаг взвода работает совместно со спусковой тягой и имеет выступ для расцепления с шепталом при движении затвора назад, вырез для выступа шептала, выступ самовзвода, пяточку для упирания узкого пера боевой пружины.
Пистолет Макарова (Доклад) — TopRef.ru
Пистолеты
Курсовая работа >> История техники . .. распространенным у проектировщиков самозарядных пистолетов. Пистолет системы Браунинга образца 1900 … размеров оружия. В 1951 году пистолет Макарова приняли на вооружение Советской Армии … . Советский пистолет системы Макарова образца 1951 года …
.. распространенным у проектировщиков самозарядных пистолетов. Пистолет системы Браунинга образца 1900 … размеров оружия. В 1951 году пистолет Макарова приняли на вооружение Советской Армии … . Советский пистолет системы Макарова образца 1951 года …
Пистолет-пулемет
Реферат >> Военная кафедра… между автоматами и автоматическими пистолетами. Отечественные пистолеты – пулеметы, разработанные в … патрон 9х18 мм от пистолета Макарова. Автоматика работает за … современными отечественными и зарубежными . « Гепард» …
Материальная часть, назначение, боевые свойства 9 мм пистолета ПМ
Реферат >> Военная кафедра … ДЕЛУ 9-мм пистолет Макарова (ПМ)” ХОД ЗАНЯТИЯ 1. Учебный вопрос. 9-мм пистолет Макарова (ПМ) является . .. производить в обратном порядке. Чистка и смазка пистолета. Пистолет всегда должен содержаться в чистоте и исправности …
.. производить в обратном порядке. Чистка и смазка пистолета. Пистолет всегда должен содержаться в чистоте и исправности …
История развития пистолета
Реферат >> Военная кафедра… центрального боя. Устройство пистолета Что такое пистолет? Пистолет – это огнестрельное оружие … использовалась во многих длинноствольных пистолетах, автоматических пистолетах, винтовках и карабинах … всего 270 Дж, пуля пистолета Макарова несет в себе энергию в …
Начальная подготовка стрелков из пистолета Марголина и малокалиберной винтовки
Реферат >> Безопасность жизнедеятельности … “Начальная подготовка стрелков из пистолета Марголина и малокалиберной винтовки”. … распространёнными стрелковыми упражнениями из пистолета Марголина являются: медленная . .. методика проведения учебных стрельб из пистолета Макарова и автомата Калашникова”, М., …
.. методика проведения учебных стрельб из пистолета Макарова и автомата Калашникова”, М., …
Методическое пособие для подготовки к сдаче экзамена по огневой подготовке и спецсредствам, рядовым и младшим начальствующим составом подразделений УИН Камчатской области
Реферат >> Юриспруденция… . Назначение и боевые свойства 9-мм пистолета Макарова (ПМ). 9-мм пистолет Макарова является личным оружием нападения … расстояниях. Баллистические и конструктивные данные 9-мм пистолета Макарова. № п/п Наименование данных ПМ Наиболее эффективный …
Огнестрельное оружие
Курсовая работа >> Государство и право … 1.2 Понятие огнестрельного оружия 1.3 Классификация оружия 1.4 Пистолет Макарова 1.5 Пистолет ТТ ГЛАВА 2 УСТРОЙСТВО И НАЗНАЧЕНИЕ ОСНОВНЫХ .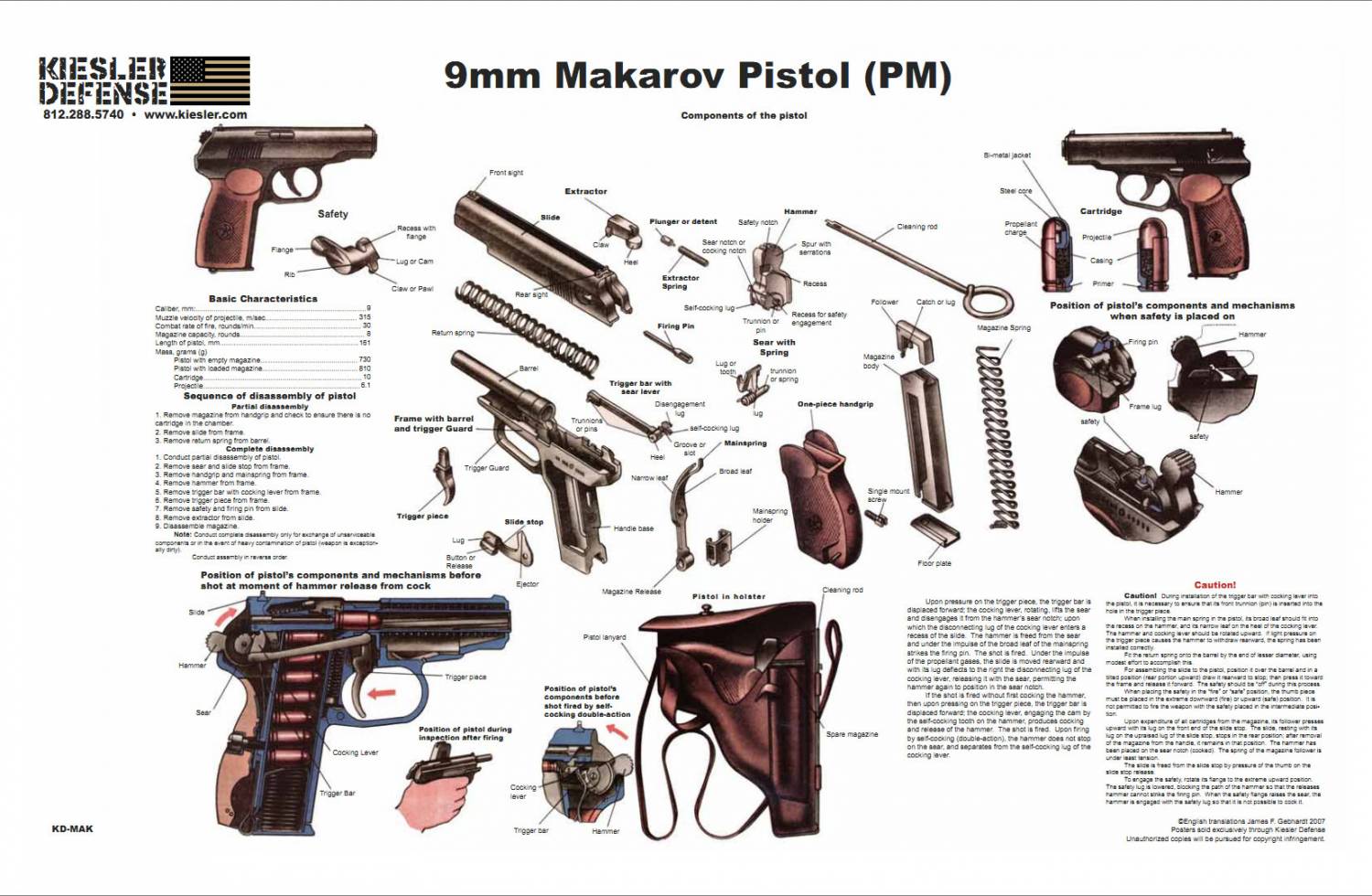 .. разработки или ввода на воружение. 1.4 Пистолет Макарова Пистолет Макарова – оружие, ставшее легендой. Он фигурирует …
.. разработки или ввода на воружение. 1.4 Пистолет Макарова Пистолет Макарова – оружие, ставшее легендой. Он фигурирует …
Тульские оружейники
Реферат >> История… один пункт за другим. Пистолет Макарова был принят на вооружение Советской … армии под наименованием «9 мм пистолет Макарова (ПМ)». Необходимо отметить, что … «Да это изделие работает как пистолет Макарова». Это высокая оценка! Несмотря на …
Судебная баллистика
Дипломная работа >> Государство и право … сформированы наклонные нарезы (модернизированный пистолет Макарова — ПММ). Патронники магазинного … ствола. Так, отечественный пистолет Макарова и немецкий пистолет Борхарда-Люгера образца . .. диаметр канала ствола. У пистолета Макарова диаметр канала ствола по …
.. диаметр канала ствола. У пистолета Макарова диаметр канала ствола по …
Баллистика
Реферат >> Криминалистика… сформированы наклонные нарезы (модернизированный пистолет Макарова — ПММ). Патронники магазинного … ствола. Так, отечественный пистолет Макарова и немецкий пистолет Борхарда-Люгера обр. … диаметр канала ствола. У пистолета Макарова диаметр канала ствола по …
Правда ли, что ПМ делает что-то полезное и что нужно, чтобы им стать / Хабр
Интересное наблюдение: мы проводим семинары для проектных менеджеров внутри компании и периодически приглашаем туда ключевых технических специалистов — архитекторов, проектировщиков, тим-лидов. Сначала они довольно неохотно приходят, сидят где-то час и внезапно начинают записывать и задавать вопросы. В конце дня может прозвучать что-нибудь вроде: «А я думал, вы бездельники и упыри, а оказывается, у вас тяжёлая и ответственная работа». Такое обучение сильно помогает участникам команды лучше понимать друг друга.
Такое обучение сильно помогает участникам команды лучше понимать друг друга.
Более 10 лет в разных должностях я занимаюсь проектным управлением. Поработал в четырёх крупных интеграторах и сейчас возглавляю департамент из 100 человек. За время работы какими только проектами не приходилось управлять: внедряли SAP, автоматизировали деятельность предприятий, разрабатывали ИСы для госзаказчиков, проектировали и строили уникальные ЦОДы, делали военные ОКРы, проводили сложные миграции ИС… — даже строили под ключ электростанции в Белоруссии и угольные котельные в п. Черском (2000 км от Якутска). Основной сложностью тогда оказалась доставка оборудования и материалов — река была проходима только 5 месяцев в году. Вылез за дедлайн или просто поймал холодный год — потерял 7 месяцев. Либо дорогущий вертолёт. Все проекты разные, и каждый по-своему уникален.
Твоя команда написала кривой код, уронили сервер на разгрузке, оборудование не пришло вовремя, заказчик задерживает приёмку, техтребования сильно меняются, а сроки и бюджет — нет… Всё это головная боль ПМа, и это только часть его работы.
Но главное — персональная ответственность за конечный результат!
На каких уровнях работает проект-менеджер?
Для простоты понимания я использую упрощённую «технологическую пирамиду». Деление довольно условное, но оно помогает на пальцах объяснить многие сложные вещи.
- Бизнес-цели — вершина пирамиды. Уровень, где формируются конкретные цели бизнеса. Например, «кредит от момента подачи заявки клиентом должен быть одобрен и выдан банком за 15 минут».
- Процессный уровень — как построить/перестроить процессы внутри организации, чтобы достичь поставленных бизнес-целей.
- Прикладной уровень — автоматизация, софт и его архитектура.
- Уровень инфраструктуры — архитектура ВК, СХД, СУБД, общесистемное ПО.
- Уровень СПД — архитектура сети передачи данных, включая СКС.
- Инженерный уровень — электрика, вентиляция, водоснабжение, СКУД, видеонаблюдение, кондиционирование и т. д.
- Стройка, или «уровень бетона», — какое здание, где, какая разбивка по помещениям и т.
 д.
д. - Безопасность — проходит через все уровни. В нижней части пирамиды — физическая, в верхней — информационная (нормативы, регламенты, политики и т. д.).
Это модель, по которой с некоторыми допущениями можно разложить абсолютно любой комплексный проект. Управление реализацией на каждом из описанных выше уровнях обладает своей организационной и технологической спецификой, требующей от ПМа определённых навыков и знаний.
Например, строительство электростанции и разработка софта — кардинально разные проекты. Разная методология управления (PMI, Agile, Scrum…), разная ролевая модель проектной команды, организация коммуникаций, гарантированно разная модель финансирования и т. д. К каждому проекту — свой персональный подход. Универсальных знаний не бывает, но есть универсальность применяемых подходов.
Есть проекты, которые охватывают всего 1 или 2 уровня (например, модернизация корпоративной сети передачи данных, разработка небольшого софта). А есть те, которые покрывают все 7 (например, «Безопасные города»). В них есть и консалтинг, и разработка софта, и строительство зданий с инженерными системами, и, конечно же, ИТ. Такие проекты требуют от ПМа особой подготовки и накопленного опыта. Одной из ключевых задач ПМа на таких проектах всегда остаётся набор ключевых специалистов и правильная организация работы большой команды.
В них есть и консалтинг, и разработка софта, и строительство зданий с инженерными системами, и, конечно же, ИТ. Такие проекты требуют от ПМа особой подготовки и накопленного опыта. Одной из ключевых задач ПМа на таких проектах всегда остаётся набор ключевых специалистов и правильная организация работы большой команды.
Знание специфики и умение ПМа работать на каждом из этих уровней делают его универсальным и определяют степень профессионализма.
Чем управляет ПМ на проекте, чтобы достичь его цели?
Сначала ответ на этот вопрос не вызывает большого труда, и многие быстро вспоминают, что есть бюджет, сроки и качество. Затем, немного поразмыслив, люди вспоминают, что есть команда и риски. На этом фантазия быстро заканчивается. Но основной ступор наступает, когда просишь описать: «А как вы это делаете? Как этим всем управляете?»
Как показывает практика, даже самые, казалось бы, простые категории проектного управления, которые мы часто используем в быту, вызывают трудности не только у ключевых членов проектной команды, но и у самих ПМов.
Управление бюджетом (стоимостью)
Как сказал классик, «любую проблему можно решить при наличии достаточного количества денег и времени». Отчасти это действительно так, но в условиях современного рынка появляются нюансы. Рынок сжимается, бюджеты заказчиков урезаются, конкуренция растёт… В борьбе за выживание рынок заставляет ИТ-компании действовать агрессивно, участвовать в проектах, которые ранее считались зоной повышенного риска, например, когда в компании нет достаточного опыта и ресурсов.
Всё чаще можно встретить ситуации, когда на конкурс приходит конкурент, никогда не являвшийся экспертом в подобных проектах, и даёт цену ниже или близкую к твоей себестоимости!
Что это: тотальные ошибки планирования, чёткий расчёт и умышленный демпинг или предсмертная агония?!
Роль ПМа и группы управления на пресейле резко возросла. Качественная работа на данном этапе — это половина успеха проекта. Чётко определить себестоимость и оптимизировать затраты, оценить доступность ресурсов и наличие необходимых компетенций, правильно выбрать стратегию реализации и разработать финансовую модель сделки, оценить риски и запас финансовой прочности на случай конкурсной борьбы — и всё это за короткий промежуток времени. Организовать такую подготовку в сжатые сроки крайне непросто, но это основная задача ПМа на этапе пресейла, чтобы дальнейшая реализация была успешной.
Организовать такую подготовку в сжатые сроки крайне непросто, но это основная задача ПМа на этапе пресейла, чтобы дальнейшая реализация была успешной.
Управление сроками
Начало проекта — самая высокая точка неопределённости. Дойти до конца можно разными путями, но задача РП — выбрать оптимальный маршрут и темп движения. Нюансов, которые нужно учесть по дороге, очень много.
Почему кратчайший путь не всегда является оптимальным?
Например, я могу работать по 12 часов в сутки без выходных и могу склонять к этому всех остальных участников проекта — но они попросту окажутся к этому не готовы, особенно заказчик. Мне нужны доступы на площадку или к системам в определённые часы, а у заказчика на этот счёт есть особая процедура. Нужен даунтайм, а у заказчика это бизнес-критичная система — и он готов дать согласие на отключение, но только в первую субботу месяца в 22:00.
Вообще, довольно часто заказчик оказывается не готов к выбранному темпу исполнителя. Все потому, что реализация проекта для специалистов заказчика часто является не основной функциональной деятельностью, а дополнительной нагрузкой по поручению руководства. Обсуждать техтребования, анализировать документацию, тестировать код, производить необходимые настройки системы быстрее, чем ему позволяет основная деятельность, заказчик не сможет. А если вам даже и удастся заставить его это сделать, то негатива и ошибок просто не избежать. А ещё есть нюансы в работе подрядчиков и вендоров. Но самое сложное и непредсказуемое — это взаимодействие с госорганами, особенно это касается силовиков и регуляторов. Заставить их оперативно работать просто невозможно, да и на ваш проект им чаще всего по барабану. Но это отдельная история, здесь есть свои нюансы, о них не в этой статье :).
Обсуждать техтребования, анализировать документацию, тестировать код, производить необходимые настройки системы быстрее, чем ему позволяет основная деятельность, заказчик не сможет. А если вам даже и удастся заставить его это сделать, то негатива и ошибок просто не избежать. А ещё есть нюансы в работе подрядчиков и вендоров. Но самое сложное и непредсказуемое — это взаимодействие с госорганами, особенно это касается силовиков и регуляторов. Заставить их оперативно работать просто невозможно, да и на ваш проект им чаще всего по барабану. Но это отдельная история, здесь есть свои нюансы, о них не в этой статье :).
Не имеет смысла «разгонять» проект только ради самого факта скорейшего его окончания.
Угробите свою команду, выделите много «тепла» и испортите отношения с заказчиком.
Всё это называется «допущения и ограничения». На старте проекта их больше всего, т. к. степень неопределённости выше.
А ещё план работ — величина живая, а сам процесс творческий. Где-то не уложились в сроки, поставка не пришла вовремя, ошиблись в выборе решения, заказчик поменял требования — всё это требует пересмотра календарного плана и бюджета проекта.
Управление качеством
Один из параметров, вызывающий больше всего споров в профессиональном сообществе. С одной стороны, всё выглядит довольно просто: качество — это соответствие заданным параметрам/требованиям. Когда есть техзадание и все требования закрыты, можно считать реализацию качественной. Но так ли это?
А что делать, когда на первой встрече с заказчиком вы вдруг обнаружили, что его ожидания сильно отличаются от того, что вы ему собрались реализовать? А вообще, требования и ожидания — это одно и то же? И почему они вдруг стали разными: хочет одно, требует другое? Я часто задаю эти вопросы на собеседованиях, и, как ни странно, на них плавают даже опытные ПМы. Вдвойне огорчает, когда перед тобой ПМ, руководящий разработкой.
Для иллюстрации на тренингах я привожу такой пример. На заре своей ИТ-карьеры я делал веб-сайт для супруги. Нашёл дизайнера/разработчика, пересмотрел миллион сайтов и, как мне казалось, чётко понимал, чего я хочу. На заданный вопрос о требованиях уверенно объявил: красивый, современный, удобный, масштабируемый — и много всего в таком духе. Разработчик послушал и сказал: «Это всё круто. А требования-то какие? Какой движок, какая админка, интеграция с платёжными системами, структура и т. д.?» Естественно, тогда я ответить не смог — это был мой первый опыт и первый сайт. Сейчас могу, но лишь потому, что прошёл это не один раз.
Разработчик послушал и сказал: «Это всё круто. А требования-то какие? Какой движок, какая админка, интеграция с платёжными системами, структура и т. д.?» Естественно, тогда я ответить не смог — это был мой первый опыт и первый сайт. Сейчас могу, но лишь потому, что прошёл это не один раз.
Утрирую, конечно, но с похожими требованиями заказчик часто выходит на конкурс. А на первой встрече выясняется, что хотел он совсем не то, что записал в ТЗ. И если с этим ничего не делать, в конце проекта всех ждёт большой «сюрприз», ругань, долгая и муторная приёмка. Построили по ТЗ, но не так, как хотел заказчик; система работает, но не соответствует его ожиданиям; текущим потребностям соответствует, но не заложен запас на масштабирование, рост, интеграцию. И предъявить собственно нечего: как написано, так и построили. Что с этим делать дальше — никто не знает, особенно когда бюджета на доработку уже нет. Тупик, расстройство, испорченные отношения с заказчиком…
Опытный ПМ знает, как работать с такими ситуациями. Они чаще всего возникают в верхней части пирамиды, особенно когда заказчик внедряет что-то впервые либо создаёт продукт, о разрабатываемых характеристиках которого пока нет фитбэка пользователей.
Одна из основных задач ПМа в таких проектах — сделать так, чтобы ожидания и требования сошлись по ходу проекта.
В проектах с программной разработкой помогают современные и набирающие всё большую популярность методологии Agile, scrum и т. п., подразумевающие глубокую вовлечённость заказчика в проект, а также короткие спринты с показом работающего функционала. Исполнитель с заказчиком находятся в постоянном диалоге в духе «Мы туда идём? Это то, что ты хотел?». Это позволяет всегда двигаться в заданном направлении и минимизировать ошибки. Вопреки расхожему мнению, что тот же agile хорош всегда и везде, просто отмечу, что для военного ОКРа или инженерно-строительного проекта круче классического «водопада» мало что подходит. Так устроена система. У каждой методологии своя область применения. Это не религия, это инструменты, позволяющие эффективно управлять параметрами проекта.
Это не религия, это инструменты, позволяющие эффективно управлять параметрами проекта.
К примеру, когда требования на проекте не достаточно детальны (их трактовка допускает большую вариативность) или их уточнение подразумевается по ходу реализации проекта, то «прототипирующие и спринтовые» методы очень хороши.
Когда требования чётко определены, есть жёсткие требования регуляторов и контрольно-надзорных органов по этапности реализации, реализация подразумевает использование ГОСТов и нормативно-правовых документов — хорошо работают классические модели, такие как «водопад».
Управление рисками
С рисками тоже всё совсем не просто. Несмотря на то, что по управлению рисками написано множество книг и статей, управлять ими эффективно — задача отнюдь не тривиальная. По сути, мы пытаемся прогнозировать и оценивать события, которые носят исключительно вероятностный характер и конкретно в твоём проекте вообще могут никогда не произойти. А их нужно выявить, классифицировать, дать качественную и количественную оценку, разработать стратегию реагирования, контролировать, пересматривать…
На самом деле это сложный и многогранный процесс, в котором участия одного только ПМа явно недостаточно, приходится звать на помощь коллег. Несмотря на то, что одних только категорий и подкатегорий классификации рисков различные методологии предлагают бесчисленное множество, на практике большинство компаний используют наиболее понятные и простые для оценки. Редко где среди ИТ-компаний процесс управления рисками выведен на принципиально другой — продвинутый — уровень.
Несмотря на то, что одних только категорий и подкатегорий классификации рисков различные методологии предлагают бесчисленное множество, на практике большинство компаний используют наиболее понятные и простые для оценки. Редко где среди ИТ-компаний процесс управления рисками выведен на принципиально другой — продвинутый — уровень.
В оценке рисков обычно принимают участие ключевые участники проектной команды и привлечённые ПМом службы компании. Обычно на практике разделение выглядит примерно так:
- Организационно-методологические — риски, связанные с организацией работ и областями знаний, которыми управляет ПМ. Зона ответственности ПМа и проектного офиса. Технологические — риски, связанные с разрабатываемой архитектурой решения, применяемыми технологиями и т. д. Зона ответственности архитектора и ключевых технических специалистов команды.
- Финансовые — всё, что связанно с бухгалтерским учётом, выполнением требований регуляторов, используемыми финансовым моделям и т.
 д. Зона ответственности бухгалтерии и казначейства.
д. Зона ответственности бухгалтерии и казначейства. - Правовые — риски, связанные с действующим законодательством, нормативными актами, требованиями пунктов договора, правилами согласования с надзорными органами и т. д. Зона ответственности юристов.
- Специфические риски — обычно это риски, связанные с отраслевой спецификой либо требующие узкоспециализированных знаний. Здесь, в зависимости от проекта, периодически приходится прибегать к помощи сторонних экспертов.
Если оценка произведена качественно, то такого деления обычно достаточно, чтобы избежать наиболее критичных рисков.
Проще всего с рисками, о которых мы знаем заранее. Именно знаем, т. к. часть из них лежит на поверхности, а по части есть накопленный опыт из ранее реализованных проектов. Их обычно называют «известные риски». Такие риски просто анализировать и можно заранее спланировать ответные действия (стратегию реагирования). Сложнее, когда проект, например, реализуется впервые. Накопленного опыта нет, а своих компетенций не всегда достаточно. В таких проектах о наличии некоторых рисков мы даже можем не догадываться, а если и предполагаем их наличие, то не в состоянии оценить корректно. В таких ситуациях спасает только резерв на непредвиденные расходы и экспертная оценка команды.
Накопленного опыта нет, а своих компетенций не всегда достаточно. В таких проектах о наличии некоторых рисков мы даже можем не догадываться, а если и предполагаем их наличие, то не в состоянии оценить корректно. В таких ситуациях спасает только резерв на непредвиденные расходы и экспертная оценка команды.
«Задача максимум» при управлении рисками — сделать так, чтобы не наступило ни одно событие, которое может негативно сказаться на целях и показателях вашего проекта. Но это практически невозможно. Часть рисков всегда будет по отношению к вам внешними, а ваше влияние на них крайне ограниченным. И чем больше и сложнее проект, тем больше вероятность наступления одного из таких событий. Поэтому основной задачей ПМа будет минимизация последствий от их наступления.
Управление рисками — это непрерывный процесс на протяжении всего проекта. Большая ошибка, когда он стартует одновременно с самим проектом. Время на оценку и «место для манёвра» при этом резко снижаются. Я видел ситуации, когда ошибки планирования и сработавшие риски не только сжирали маржу проекта, но и топили проект вместе с компанией. Правильно начинать этот процесс на стадии глубокого пресейла, заблаговременно до принятия решения о вхождении в проект. Это особенно актуально в текущей рыночной ситуации, о которой я писал выше, когда компания входит в новые, незнакомые проекты с жёсткими требованиями заказчиков и регуляторов. Результатом пресейловой оценки рисков в таких проектах может быть решение группы управления вообще не идти в этот конкурс.
Правильно начинать этот процесс на стадии глубокого пресейла, заблаговременно до принятия решения о вхождении в проект. Это особенно актуально в текущей рыночной ситуации, о которой я писал выше, когда компания входит в новые, незнакомые проекты с жёсткими требованиями заказчиков и регуляторов. Результатом пресейловой оценки рисков в таких проектах может быть решение группы управления вообще не идти в этот конкурс.
Такое решение внутри любой компании даётся всегда непросто, т. к. внутри команды происходит внутренний конфликт интересов. Это та самая грань, когда «жадность» сейлз-подразделений борется с консерватизмом и «боязнью» производства. В компаниях со зрелым менеджментом и бизнес-процессами такой конфликт даже полезен, т. к. истина в данном споре всегда оказывается где-то посередине. Главное в таких спорах — наличие арбитра, чтобы в случаях жарких дебатов не перейти черту, когда взвешенный и осознанный риск превращается в авантюризм и лотерею.
Профессионализм ПМа
К сожалению, многие искренне уверены, что профессионализм ПМа измеряется количеством времени, проведённым в профессии. Я считаю иначе: опыт, знания и умения. Чем их больше — тем профессиональнее ПМ. Практический опыт, накопленный в реальных «боевых» проектах, бесценен и является конкурентным преимуществом. Конечно, от ошибок никто не застрахован, но, как говорят в народе, «за одного битого двух не битых дают». Собрав своим лбом все грабли на своём огороде, вряд ли наступишь на них снова.
Я считаю иначе: опыт, знания и умения. Чем их больше — тем профессиональнее ПМ. Практический опыт, накопленный в реальных «боевых» проектах, бесценен и является конкурентным преимуществом. Конечно, от ошибок никто не застрахован, но, как говорят в народе, «за одного битого двух не битых дают». Собрав своим лбом все грабли на своём огороде, вряд ли наступишь на них снова.
Выбирая ПМа на конкретный проект, я обращаю внимание на несколько параметров и пользуюсь всё той же «технологической пирамидой». Например, если надо построить здание и завести туда инженерку — я отдам предпочтение опытному строителю, а если провести модернизацию ИТ — бывалому инфраструктурщику. Знание технологической и отраслевой специфики, подрядчиков, подводных камней, наработанная команда помогают избежать лишних ошибок, сэкономить бюджет и время.
К себе в команду я стараюсь брать максимально универсальных и самостоятельных ПМов. Умеющих эффективно работать на всех уровнях пирамиды, а также в условиях высокой неопределённости. Большое внимание приходится уделять личностным качествам ПМа и его внутренней мотивации. Важно, чтобы человек быстро влился в коллектив, освоился и был «комфортным» для команды. Хорошие специалисты на рынке — большой дефицит.
Большое внимание приходится уделять личностным качествам ПМа и его внутренней мотивации. Важно, чтобы человек быстро влился в коллектив, освоился и был «комфортным» для команды. Хорошие специалисты на рынке — большой дефицит.
Если интересно — задавайте вопросы, с удовольствием на них отвечу. Постараюсь на примерах конкретных проектов рассказать про разные нестандартные ситуации и как мы из них выкручивались.
Текст подготовлен Юрием Корчуковым, проджект-менеджером и заместителем директора центра инженерных компетенций «Техносерв».
Части и компоненты PM
Шестерни
Зубчатые колеса из порошкового металла обладают неотъемлемыми преимуществами по сравнению с зубчатыми колесами, изготовленными обычными методами. По сравнению с механической обработкой процесс порошкового металла часто более эффективен с точки зрения затрат, материалов и энергии. Зубчатые колеса, изготовленные из порошкового металла, имеют высокоточные профили зубьев и могут включать инновационные конструктивные особенности для снижения напряжений и повышения прочности. Кроме того, естественная пористость шестерен из порошкового металла снижает вибрацию и шум.
Кроме того, естественная пористость шестерен из порошкового металла снижает вибрацию и шум.
Типы шестерен
- Шпора
- Скос
- Планетарные скопления
- Торцевые шестерни
- Многоуровневый
- Шестерня
- Блок шестерен AGMA класса 6
- Мелкий шаг
Звездочки
Звездочки требуют точных профилей зубьев, высокой прочности сердечника и исключительных характеристик износа, чтобы обеспечить не требующие обслуживания, малошумные и высокоэффективные цепные приводы.Порошкообразный металл — это проверенный экономически эффективный процесс производства звездочек, позволяющий получать детали сетчатой формы в широком диапазоне размеров, форм зубьев и сложной геометрии с минимальной механической обработкой или без нее. Возможность адаптировать материалы и процессы для звездочек высокой плотности позволяет оптимизировать соотношение веса и прочности и расширяет возможности применения.
Подшипники
Самосмазывающиеся металлокерамические подшипникиобеспечивают высокую производительность под нагрузкой и исключительную износостойкость.Пористость подшипников, изготовленных с помощью обычного процесса порошковой металлургии, делает возможной пропитку маслом, устраняя необходимость в дополнительной системе смазки. Такая пожизненная смазка делает металлокерамические подшипники универсальной альтернативой дорогостоящим роликовым подшипникам.
Нестандартная конструкция
Как технология сетчатой формы, порошковый металл является экономичным способом производства различных мелких конструкционных деталей. Процесс порошкового металла формирует детали на более мелких компонентах с той же точностью, что и механическая обработка, но использует до 97% сырья, ограничивая количество отходов до незначительного количества.При низких затратах на оснастку и больших объемах экономия, достигаемая за счет этого процесса чистой формы, существенно возрастает.
Трещотки
Храповики и собачки из порошкового металлашироко используются в различных отраслях промышленности, имеющих применение на многих рынках. При изготовлении автомобильных удерживающих систем используются специальные конструкции замков, собачек и храповиков. Другие детали, такие как рычажные замки и захваты с собачками, используются в конструкции ручных инструментов.
Пламегасители
Порошкообразные металлические материалы являются популярным выбором, поскольку эти высокотехнологичные материалы состоят из однородной взаимосвязанной пористости, которая может быть изготовлена для обеспечения точного управления потоком газа, обеспечивая при этом нерассеивающуюся, механически прочную среду для гашения фронта пламени.Металлический порошок представляет собой экономически эффективное решение для устройств большого объема, особенно для приложений, требующих предотвращения фронта пламени в случае сильного взрыва. Пористый материал из спеченного металла также можно формировать в сетчатую форму и легко соединять с оборудованием для создания уникальных сборок.
Пористый материал из спеченного металла также можно формировать в сетчатую форму и легко соединять с оборудованием для создания уникальных сборок.
Рынки компонентов порошковой металлургии
Компоненты порошковой металлургии, используемые в новой 10-ступенчатой автоматической трансмиссии, разработанной для Ford и General Motors (Courtesy Keystone Powder Metal Company, США)
Автомобильный сектор
Преобладающим рынком для конструкционных деталей из порошковой металлургии, изготовленных методом прессования/агломерации, является автомобильный сектор.В среднем по всем географическим регионам около 80% всех конструкционных компонентов порошковой металлургии предназначены для автомобилей.
Около 75% этих автомобильных приложений составляют компоненты для трансмиссий (автоматических и механических) и двигателей.
Приложения для передачи включают:
- Детали системы синхронизатора
- Компоненты переключения передач
- Ступицы сцепления
- Водило планетарной передачи
- Ступицы турбин
- Диски сцепления и карманы
Детали двигателя включают:
- Шкивы, звездочки и ступицы, особенно связанные с системой ремня ГРМ двигателя
- Вставки седла клапана
- Направляющие клапанов
- PM Кулачки для распределительных валов в сборе
- Балансировочные шестерни
- Крышки коренных подшипников
- Приводы коллектора двигателя
- Крышки подшипников распределительных валов
- Кольца датчиков управления двигателем
Детали из порошковой металлургии
также находят применение в ряде других автомобильных систем:
- Масляные насосы, особенно шестерни
- Амортизаторы – направляющие штока, поршневые клапаны, концевые клапаны
- Антиблокировочная система тормозов (ABS) – сенсорные кольца
- Выхлопные системы – фланцы, втулки датчика кислорода
- Компоненты шасси
- Системы изменения фаз газораспределения
- Бесступенчатая трансмиссия
- Системы рециркуляции отработавших газов (EGR)
- Турбокомпрессоры
Конструкционные детали из порошковой металлургии на других рынках
Ротор насоса для хранения нефтяного топлива производства Lovejoy Sintered Solutions LLC, Downers Grove, USA, для Petrotec, Индия (Фото предоставлено MPIF)
Существуют и другие важные рынки конструкционных деталей из порошковой металлургии, где компоненты требуются в больших производственных количествах.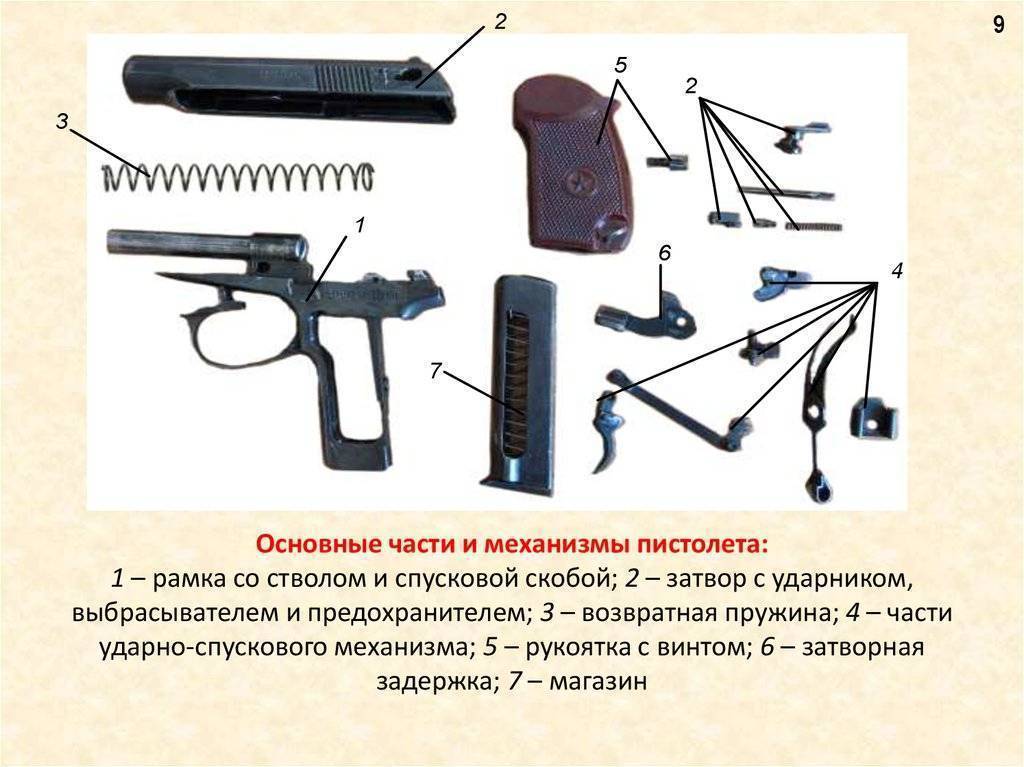 Второй по величине рынок конструкционных деталей — инструменты для самостоятельной сборки и бытовая техника.
Второй по величине рынок конструкционных деталей — инструменты для самостоятельной сборки и бытовая техника.
Подшипники и различные детали зубчатых передач являются примерами применения порошковой металлургии в самодельных электроинструментах и бытовой технике.
Металлографитовые угольные щеткитакже широко используются в электродвигателях и генераторах бытовой техники, автомобилей и электроинструментов.
Другие рынки конструкционных деталей порошковой металлургии включают:
- Бизнес-машины
- Товары для отдыха и сада
- Промышленные двигатели и средства управления
- Крепежные изделия – детали замка, защелки и т. д.
Применение в аэрокосмической отрасли
Применение в авиационных двигателях и наземных газовых турбинах
Применение в авиационных двигателях и наземных газовых турбинах для продуктов порошковой металлургии требует очень хороших свойств, и технологические процессы на основе БДМ в этом секторе обычно включают горячее изостатическое прессование (ГИП).
Для турбинных дисков из жаропрочного сплава на основе никеля обработка порошков стала необходимой, чтобы обеспечить следующие улучшения характеристик продукта за счет улучшенного контроля микроструктуры и композиционных возможностей по сравнению с материалом, полученным на слитках.Процесс порошковой металлургии обычно включает изотермическую ковку HIP-заготовок, хотя детали «как HIP» также могут использоваться, когда сопротивление ползучести является единственным расчетным критерием.
Сетчатая HIP-титановая продукция для порошковой металлургии была разработана для применения в турбинах, где обычная обработка (включая механическую обработку) очень расточительна, а маршрут порошковой металлургии может обеспечить экономическую выгоду. Добавление элементов к кованым или литым деталям с использованием технологий аддитивного производства на основе порошка также применяется по тем же причинам.
Сектор планера Также растет интерес к использованию порошковой металлургии титана в секторе планеров, либо для экономии затрат в приложениях, где уже используется штампованный титан, либо для потенциального снижения веса при замене стальных деталей.
Нефтегазовая промышленность
В нефтегазовом секторе твердосплавные и алмазные режущие инструменты регулярно используются для разведки нефти и газа. Порошковые продукты HIP из различных аустенитных и дуплексных нержавеющих сталей также все шире используются в шельфовых установках, включая коллекторы и клапаны.Технологии HIP и лазерной плакировки используются для нанесения износостойких покрытий на ряд морских компонентов.
Твердосплавные и алмазные режущие инструменты также используются для механической обработки во многих отраслях промышленности, включая автомобилестроение, аэрокосмическую промышленность и общее машиностроение.
Здравоохранение
В секторе здравоохранения имеется множество устройств, содержащих компоненты, которые можно изготавливать порошковыми способами:
- МРТ-сканеры использовали большое количество редкоземельных постоянных магнитов, переработанных из порошков.
- Многие хирургические инструменты и зубные имплантаты производятся методом литья под давлением.

- Растет интерес к производству индивидуальных медицинских имплантатов с использованием аддитивного производства и к производству пористых структур имплантатов (для обеспечения жесткости кости и содействия остеоинтеграции) путем обработки PM (MIM, Press/Sinter PM и т. д.) материалов, содержащих пространственный держатель дополнения, удаляемые после формовки.
Являются ли ТЧ более токсичными, чем сумма их частей? Факторы токсичности при оценке риска по сравнению сPM-смертность «функции эффекта»
Эпидемиологические исследования населения, проживающего в районах с хорошим качеством воздуха, показывают корреляцию между уровнями содержания твердых частиц (ТЧ) в окружающей среде и уровнями смертности. Эти ассоциации возникают при низких концентрациях ТЧ, которые ниже действующих стандартов качества воздуха. Могут ли такие концентрации вызвать смертность, учитывая токсичность химических компонентов ТЧ? Мы изучили специфические для химических веществ данные о зависимости доза-реакция, которые обычно используются для исследования U. S. Оценки риска для здоровья человека EPA. Эти оценки основаны на установленных пороговых значениях отсутствия эффекта для конечных точек здоровья, не связанных с раком. Мы обнаружили, что химические вещества, идентифицированные как составляющие окружающие ТЧ, присутствуют в концентрациях значительно ниже нормативных пороговых значений, используемых при оценке риска (т. е. ниже RFC и RfD, которые определяют уровни, при которых не ожидается неблагоприятного воздействия на здоровье). С точки зрения оценки риска воздействие концентраций химических веществ в окружающих ТЧ (например,г., сульфаты, нитраты и элементарный углерод) не могут вызвать смерть. Следовательно, последствия для здоровья, приписываемые окружающим ТЧ в «анализе регулирующего воздействия», по-видимому, расходятся с тем, что можно было бы предсказать на основе стандартной оценки риска для здоровья Агентства по охране окружающей среды США для химических веществ ТЧ. Четыре возможных решения этого парадокса заключаются в том, что (1) смеси химических веществ, присутствующие в окружающих ТЧ, значительно более токсичны, чем сумма отдельных компонентов, (2) небольшие группы населения в целом гораздо более чувствительны к определенным окружающим ТЧ химическим веществам, чем это отражено.
S. Оценки риска для здоровья человека EPA. Эти оценки основаны на установленных пороговых значениях отсутствия эффекта для конечных точек здоровья, не связанных с раком. Мы обнаружили, что химические вещества, идентифицированные как составляющие окружающие ТЧ, присутствуют в концентрациях значительно ниже нормативных пороговых значений, используемых при оценке риска (т. е. ниже RFC и RfD, которые определяют уровни, при которых не ожидается неблагоприятного воздействия на здоровье). С точки зрения оценки риска воздействие концентраций химических веществ в окружающих ТЧ (например,г., сульфаты, нитраты и элементарный углерод) не могут вызвать смерть. Следовательно, последствия для здоровья, приписываемые окружающим ТЧ в «анализе регулирующего воздействия», по-видимому, расходятся с тем, что можно было бы предсказать на основе стандартной оценки риска для здоровья Агентства по охране окружающей среды США для химических веществ ТЧ. Четыре возможных решения этого парадокса заключаются в том, что (1) смеси химических веществ, присутствующие в окружающих ТЧ, значительно более токсичны, чем сумма отдельных компонентов, (2) небольшие группы населения в целом гораздо более чувствительны к определенным окружающим ТЧ химическим веществам, чем это отражено. в У.S. Факторы токсичности EPA, (3) токсичность окружающих ТЧ не связана с их химическими составляющими, или (4) массовая концентрация ТЧ не является причинным фактором в сообщаемых ассоциациях. Связи могут возникать из-за того, что концентрации ТЧ в окружающей среде (1) являются заменой неизмеренных созагрязнителей (например, HAP), (2) коррелируют с искажающими факторами, которые невозможно полностью контролировать (например, погода, демография), или (3) коррелируют с неизмеренными (например, социальные, поведенческие или стрессовые) факторы.
в У.S. Факторы токсичности EPA, (3) токсичность окружающих ТЧ не связана с их химическими составляющими, или (4) массовая концентрация ТЧ не является причинным фактором в сообщаемых ассоциациях. Связи могут возникать из-за того, что концентрации ТЧ в окружающей среде (1) являются заменой неизмеренных созагрязнителей (например, HAP), (2) коррелируют с искажающими факторами, которые невозможно полностью контролировать (например, погода, демография), или (3) коррелируют с неизмеренными (например, социальные, поведенческие или стрессовые) факторы.
Список основных деталей (Библиотека SAP
Список основных деталей
Определение
Конфигурация технический объект, включая все возможные варианты деталей.
Использовать
Некоторое обслуживание
процессов, например, в авиационной промышленности, требуют фактического
конфигурация технического объекта может быть проверена в любое время. Это должно
убедитесь, что объект имеет действительную конфигурацию при выходе из обслуживания
растение. Компонент Configuration Control позволяет сравнивать
действительный
конфигурация технического объекта с перечнем основных деталей ,
который может, например, содержать все соответствующие данные иллюстрируемых частей
каталог, предоставленный производителем для самолетов или двигателей.
Компонент Configuration Control позволяет сравнивать
действительный
конфигурация технического объекта с перечнем основных деталей ,
который может, например, содержать все соответствующие данные иллюстрируемых частей
каталог, предоставленный производителем для самолетов или двигателей.
соответствующую часть списка основных деталей, по отношению к которой конкретный фактический конфигурация проверена, называется разрешенной конфигурацией в система САП. Разрешенная конфигурация отображается в конфигурации рабочее место управления под фактической конфигурацией после конфигурации проверка выполнена.
Использование мастера список деталей позволяет использовать множество новых функций:
В контроле конфигурации
Workbench вы можете выполнить общую проверку конфигурации через
сравнение фактической конфигурации с разрешенной конфигурацией, чтобы
установить достоверность фактической конфигурации технического объекта
перед вводом его в эксплуатацию. Дополнительные сведения см. в разделе Общая конфигурация.
Проверять.
Дополнительные сведения см. в разделе Общая конфигурация.
Проверять.
В конфигурации изменения, система может предложить действительные детали и места установки для установка оборудования на вышестоящем техническом объекте. Ты сможешь также проверьте годность частей с локальной конфигурацией чек.
В режиме установки вы можете отображать изменения конфигурации и обрабатывать их оттуда, если фактическая конфигурация связана с основным списком деталей.
Структура
Основные части список или составляется допустимая конфигурация технического объекта из
доступ к iPPE узлы
структура iPPE узлы
узел структуры iPPE вариации
Материал
Интеграция
Структура
объектом списка основных деталей является вариант продукта
структура в верстаке iPPE; он содержит варианты конфигураций и
достоверность параметров, а также дополнительные основные данные и дополнительные
зависимости.
Вы поддерживаете структура варианта продукта для списка основных деталей в инструментальных средствах iPPE. За дополнительную информацию см. в разделе Создание многоуровневого Структура продукта и подготовительные мероприятия для проверки конфигурации.
Инженерное изменение Управление
Вы можете использовать допустимости параметров для основного списка деталей. Для этого поддерживайте изменение основные записи с параметром и записью областей действия. Проверить действительность параметр для списка основных деталей в основной записи оборудования на Страница вкладки Управление конфигурацией .Дополнительные сведения см. в разделе Работа с параметром. Срок действия.
Отмена-Часть Отношения
Вы можете определить последовательность деталей для вариантов узлов структуры основного списка деталей.
Вы можете активировать проверку отношений отмены-детали для установки
оборудование. Дополнительные сведения см. в разделе Cancel-Part. Отношения.
Отношения.
Взрыв структуры Мастера Список деталей
Структура развертывание списка мастер-деталей выполняется так же, как и для имитация взрыва конкретного материала в верстаке iPPE.Для большего информацию см. в разделе Конфигурация Моделирование в фильтре.
Если вы определяете индивидуальная конфигурация материала в основной записи оборудования, эта конфигурация действительна для всего оборудования под оборудованием касается проверки конфигурации.
Если вы введете срок действия параметра в основной записи оборудования, определенные значения срока действия действительны для соответствующего оборудования и всего подчиненного оборудования для проверка конфигурации.
Твердые частицы (PM) Основы | Агентство по охране окружающей среды США
На этой странице:
Что такое ТЧ и как он попадает в воздух? Сравнение размеров частиц PM
PM означает твердые частицы (также называемые загрязнением частицами): термин для смеси твердых частиц и жидких капель, находящихся в воздухе. Некоторые частицы, такие как пыль, грязь, сажа или дым, достаточно большие или темные, чтобы их можно было увидеть невооруженным глазом. Другие настолько малы, что их можно обнаружить только с помощью электронного микроскопа.
Некоторые частицы, такие как пыль, грязь, сажа или дым, достаточно большие или темные, чтобы их можно было увидеть невооруженным глазом. Другие настолько малы, что их можно обнаружить только с помощью электронного микроскопа.
Загрязнение частицами включает:
- PM 10 : вдыхаемые частицы, диаметром, как правило, 10 микрометров и меньше; и
- PM 2,5 : мелкие вдыхаемые частицы, диаметр которых обычно составляет 2,5 микрометра и меньше.
- Насколько малы 2,5 микрометра? Подумайте об одном волоске с головы. Средний человеческий волос имеет диаметр около 70 микрометров, что в 30 раз больше, чем у самой крупной тонкой частицы.
Источники ТЧ
Эти частицы бывают разных размеров и форм и могут состоять из сотен различных химических веществ.
Некоторые выбрасываются непосредственно из источника, например, со строительных площадок, грунтовых дорог, полей, дымовых труб или пожаров.
Большинство частиц образуется в атмосфере в результате сложных реакций химических веществ, таких как диоксид серы и оксиды азота, которые являются загрязняющими веществами, выбрасываемыми электростанциями, промышленными предприятиями и автомобилями.
Каково вредное воздействие ТЧ?
Твердые частицы содержат микроскопические твердые частицы или капли жидкости, которые настолько малы, что их можно вдыхать и вызывать серьезные проблемы со здоровьем. Некоторые частицы диаметром менее 10 микрометров могут проникнуть глубоко в легкие, а некоторые даже попасть в кровоток. Из них частицы диаметром менее 2,5 микрометров, также известные как мелкие частицы или PM 2,5 , представляют наибольшую опасность для здоровья.
Мелкие частицы также являются основной причиной ухудшения видимости (дымки) в некоторых частях Соединенных Штатов, в том числе во многих наших ценных национальных парках и заповедных зонах.
Узнайте больше о влиянии на здоровье и окружающую среду
Что делается для уменьшения загрязнения частицами?
Управление по охране окружающей среды регулирует вдыхаемые частицы. Частицы песка и крупная пыль размером более 10 микрометров не регулируются Агентством по охране окружающей среды.
Частицы песка и крупная пыль размером более 10 микрометров не регулируются Агентством по охране окружающей среды.
Национальные и региональные правила Агентства по охране окружающей среды по сокращению выбросов загрязняющих веществ, образующих ТЧ, помогут правительствам штатов и местным органам власти соблюдать национальные стандарты качества воздуха Агентства. Узнайте о том, как стандарты качества воздуха помогают снизить содержание твердых частиц.
Как я могу уменьшить воздействие PM?
Вы можете использовать оповещения о качестве воздуха, чтобы защитить себя и других, когда содержание твердых частиц достигает опасного уровня:
AirNow: Каждый день индекс качества воздуха (AQI) сообщает вам, насколько чист или загрязнен ваш наружный воздух, а также о связанных с ним последствиях для здоровья, которые могут быть озабоченным. AQI переводит данные о качестве воздуха в цифры и цвета, которые помогают людям понять, когда нужно принимать меры для защиты своего здоровья.
- Перейдите в раздел «Об AirNow», чтобы узнать, как получать уведомления AQI.
- Также узнайте, как программа «Флажок качества воздуха» может помочь авиационным агентствам, школам и другим общественным организациям уведомлять своих граждан о вредных условиях и при необходимости корректировать физическую активность на открытом воздухе.
Порошковая металлургия. Изделия порошковой металлургии, спеченные детали
Детали и компоненты РМ могут изготавливаться с различной скоростью и в различных количествах, от сотен до тысяч компонентов в час. Некоторые ключевые элементы и этапы, которые мы считаем очень важными при производстве с использованием наших технологий порошковой металлургии и спекания: мы также контролируем вторичные операции, такие как калибровка и механическая обработка спеченных деталей.
До, во время и после производства компонентов мы осуществляем нашу строгую систему контроля качества, которая включает в себя контроль:
- Радиальные размеры (перпендикулярно оси пресса), которые контролируются инструментом (инструментом).
 Мы рассчитываем на современные прессы с системами компьютерного числового управления (ЧПУ), которые гарантируют превосходный контроль точности размеров, скорости прессования и пресс-формы. Это позволяет нам обеспечивать постоянство размеров (повторяемость) независимо от объема и скорости производства.
Мы рассчитываем на современные прессы с системами компьютерного числового управления (ЧПУ), которые гарантируют превосходный контроль точности размеров, скорости прессования и пресс-формы. Это позволяет нам обеспечивать постоянство размеров (повторяемость) независимо от объема и скорости производства. - Автоматическая коррекция состава порошка, поступающего в пресс-форму, гарантирует полностью идентичный вес деталей при постоянной плотности прессования. При этом все параметры состава порошка, необходимые для изготовления деталей из порошковой металлургии, задаются до запуска серийного производства.
Чтобы обеспечить все эти преимущества и возможности, мы в Евробалт Инжиниринг изготавливаем собственные пресс-формы и калибровочные инструменты, храним их и заранее планируем производство новой дополнительной оснастки.Все это мы делаем за свой счет.
В результате нашей строгой и контролируемой производственной системы мы получаем компоненты с различным порошковым составом и готовые детали с различными свойствами, сравнимыми со свойствами компонентов, прошедших термическую обработку. Поэтому для некоторых наших компонентов нет необходимости проводить вторичную термообработку.
Поэтому для некоторых наших компонентов нет необходимости проводить вторичную термообработку.
Как GKN превращает идеи в прецизионные компоненты из порошкового металла
За время работы в GKN Мауриц ван де Вельде кое-что узнал о порошковой металлургии (ПМ).Более года он работал с клиентами в качестве инженера-проектировщика, начиная с запросов на новые детали и заканчивая серийным производством. Мы встретились с Моритсом, чтобы узнать, как он определил бы свою роль связующего звена между новым продуктом и производственным процессом и что делает PM особенным процессом.
Как работает инженер-проектировщик в ГКН?
В качестве инженера по продуктам и технологиям в GKN Sinter Metals я отвечаю за разработку продуктов и процессов для запросов клиентов на новые детали.Как инженеры-проектировщики, мы проверяем техническую осуществимость всех запрашиваемых у нас компонентов из порошкового металла. Мы установим все необходимые предварительные условия внутри компании и создадим калькуляцию затрат, которую наш отдел продаж затем передаст клиенту. Как только задание вводится в эксплуатацию, мы поддерживаем процесс разработки продукта от этапа образца до серийного производства.
Как только задание вводится в эксплуатацию, мы поддерживаем процесс разработки продукта от этапа образца до серийного производства.
Какие шаги необходимо предпринять, чтобы новый компонент попал в стадию серийного производства?
Процесс начинается с технического чертежа заказчика, за которым следует технико-экономическое обоснование и расчет стоимости.Оба эти этапа часто включают в себя множество вопросов и циклов итераций до согласования проекта, особенно если у заказчика нет опыта работы с PM.
В этот момент начинается фаза образца: на основе согласованного проекта GKN изготовит инструменты и компоненты для заказчика и проведет все испытания в своей системе. Если станет ясно, что необходимы технические корректировки по причинам геометрии или допуска, процесс будет повторен с использованием новых предпосылок. Обычно серийное производство начинается после двух-трех пробных запусков.
Как тогда производятся компоненты? Можете своими словами описать процесс производства БДМ?
Как следует из названия, все начинается с порошка: он прессуется в предварительно подготовленные формованные детали. Поскольку порошок недостаточно твердый, его затем спекают в твердую формованную форму.
Поскольку порошок недостаточно твердый, его затем спекают в твердую формованную форму.
Из-за особых требований к твердости и ограничительных допусков или требований к геометрии часто приходится выполнять доработку. Это может означать, что детали необходимо шлифовать или вращать, а иногда детали могут подвергаться повторному сжатию или требовать термообработки или процессов удаления заусенцев.
На всех этапах процесса PM предлагает индивидуальные варианты разработки, позволяющие адаптировать конечный продукт к требованиям заказчика. Порошок также в значительной степени состоит из переработанных материалов, что помогает превратить ПМ в устойчивую технологию.
Как вы думаете, что клиенты больше всего ценят в PM?
PM, безусловно, предлагает стабильный процесс. Вы можете быть уверены, что продукция, которую вы получите, будет стабильного качества в промышленном массовом производстве. Это также относится к особенно сложным компонентам.
Что вас привлекает в этой технологии?
Что я считаю положительным в эти дни, так это то, что эта технология использует почти 100 процентов сырья, а это означает, что нет никаких отходов! Я также нахожу тот факт, что все продукты, используемые в PM, могут быть переработаны в конце их жизненного цикла, чрезвычайно привлекательным и экологически безопасным.
Кроме того, существует множество компонентов, которые можно изготовить с помощью этой технологии, которая не очень хорошо известна.Мы изготавливаем компоненты с использованием широкого спектра пресс-форм и различных материалов в соответствии с точными требованиями заказчика. Тем не менее, мы также можем поставлять компоненты массового производства экономичным способом с использованием надежного процесса. С моей точки зрения, это что-то совершенно особенное.
По вашему опыту, какую конкретную выгоду клиенты получают от сотрудничества с GKN?
Я могу думать о нескольких вещах:
- Мы не торопимся, чтобы понять проблемы клиента.Затем мы проявляем настойчивость: у GKN есть стремление и технические ресурсы для поиска оптимальных решений этих проблем
- Мы регулярно организуем то, что мы называем Днями инноваций в компаниях наших клиентов, чтобы объяснить возможности, предлагаемые PM, и заложить основу доверия благодаря нашему высокому уровню квалификации
- В течение многих лет мы сами разрабатываем порошковые прессы, что означает, что вариативность и сложность деталей пресс-формы не так ограничены, как для стандартизированных машин, эксплуатируемых конкурентами
