
Как сделать дамасскую и булатную сталь своими руками?
Желание сделать дамасскую сталь своими руками должно иметь под собой определенную целесообразность. Появление подобного материала объясняется довольно просто. В течение нескольких тысячелетий прогресс зависел от уровня развития оружейных технологий. Чтобы иметь легкое и прочное оружие изыскивались подходящие материалы. Можно махать тяжелым мечом, устрашая противника. Имея удобный меч небольшого веса, проще поразить противника, закованного в латы.
Даже рыцари крупных размеров (богатыри), одетые в доспехи, часто ничего не могли противопоставить юрким противникам, вооруженным легкими мечами, шпагами и палашами. Прочная и острая сталь находила изъяны в защите, проникала в стыки лат, нанося смертельные раны. Особая прочность позволяла изготавливать удобное оружие с небольшой массой.
Булат и Дамаск
Рисунок дамасской стали на спиле металла:

Термин дамасская сталь появился сравнительно недавно. В разных источниках стало появляться подобное наименование кованого изделия в середине XIX века. До этого чаще использовалось наименование «Гурда», так называли творения кузнецов с Кавказа и Междуречья. Там стали ковать изделия из смеси сплавов, добиваясь необычного рисунка на поверхности клинков.
Булат, как свидетельствуют исторические исследования, пришел из Индии. В музеях истории сохранились образцы оружия, где применялись литейные заготовки из легированной стали. Чаще всего в них присутствует хром, концентрация которого может достигать до 14 %.
Однако булатное производство рассчитано только на индивидуальный выпуск продукции. Поэтому технология довольно затратная. Мастер тратит много времени для изготовления определенного образца. Если заходит разговор о массовом производстве, то не рассчитывают на сложную технологию.
Только Златоустовский оружейный завод (единственное крупное предприятие) производит булатные клинки. По специальному заказу выпускают изделия дамасской стали. Цены на товар высокие, но имеется стабильный спрос на продукцию не только внутри России, но и за рубежом.
Изучением технологии производства и созданием промышленных технологий занимался металлург Павел Петрович Аносов. Результаты его работы присутствуют во всех учебниках по металловедению и кузнечному делу.
Современный булат в изделиях – реплика ножа НР-40 в современном исполнении, изготавливается на заказ:

Во время Великой Отечественной войны завод выпускал армейские ножи и шашки для кавалерии. Достаточно много экземпляров оружия с той поры реализуется в настоящее время на различных интернет ресурсах. Современные кузнецы производят новодел (так называют изделия, которые выполняются по образу и подобию старинных образцов). Несколько сотен мастерских предлагают копии, которые трудно отличить от оригинала.
Нож разведчика НР-40, изготовленный в 1942 г. – их выпустили более 7 млн. экземпляров:

Судя по количеству предложений и ценам, можно сделать вывод, что индивидуальный товар пользуется стабильным спросом. Производство изделий из булата и дамасской стали может быть довольно интересным и прибыльным бизнесом.
Современный нож НР-40, изготовленный по образцам периода Великой Отечественной войны:

Отличие булата от дамасской стали специалисты видят в исходном сырье:
- Булат – это сплав, в котором присутствует значительное количество легирующих элементов, при последующей кузнечной обработке методом кузнечной сварки соединяют платины, которые придают изделию комплекс новых свойств.
- Дамаск – это механическое соединение металлических заготовок, разнящихся по своим свойствам. Выполняется проковка до нескольких десятков слоев.
Использование качественной стали в изделиях
Не только оружие нуждается в прочных материалах. Конструкционные материалы с особыми свойствами используются в самых разных отраслях промышленности.
Кованые изделия работают в автомобилях, на железнодорожном транспорте, в сельскохозяйственных машинах, на космических кораблях. Используется только весьма упрощенная технология. Ковкой добиваются получения мелкого зерна в строении металла. Устраняются возможные раковины, которые присутствуют в отливках.
Образец современного клинка с выраженным рисунком:

Для дамасской стали отмечают плюсы и минусы.
Положительные характеристики
- Высокая прочность изделия, выдерживает нагрузку, приложенную в разных направлениях (сжимающую, растягивающую, изгибающую и другие виды нагружений).
- Износостойкость режущей кромки, долго держит остроту.
- Имеет необычный внешний вид, невозможно повторить рисунок на аналогичном предмете, делает его узнаваемым.
- Высокая стоимость при реализации.
Специальный вид дамасской стали, изготовленной из троса:

Перечисленные плюсы часто привлекают мастеров заниматься производством по технологии многократной проковки заготовок. Для каждой новой партии товара могут использоваться свои способы и последовательность ковки.
Недостатки
Главный недостаток – это высокие затраты труда на производство изделия. Приходится прибегать к многократному нагреванию заготовки.
Высокоуглеродистая сталь подвержена коррозии. На вопрос: «Ржавеет ли?» Можно ответить однозначно, что без надлежащего ухода ржавчина быстро уничтожает изделие.
Даже в домашних условиях желательно регулярно ухаживать за предметами из дамасской стали. Их протирают растительными или минеральными маслами, а потом сухой ветошью снимают излишки. Оригинальное оружие обрабатывают не реже одного раза в год. Тогда оно сохраняется надолго.
Финка из дамасской стали, современное изделие:

Оснащение мастерской для производства изделий
В мастерской домашнего мастера, желающего заняться изготовлением изделий из дамасской стали, нужно иметь:
- Сварочный аппарат – с его помощью пластины из материалов различной прочности свариваются в единый блок, которые можно обрабатывать совместно.
- Горн – в нем выполняется нагрев заготовок из готовых предметов до высоких значений температуры (более 800 ⁰С).
- Наковальня нужна для ковки. Методом деформации производится кузнечная сварка, меняется форма детали на разных стадиях обработки.
- Набор молотков и молотов помогает наносить удары с разной силой. Когда работают вдвоем, то ведущий кузнец ударами легкого молотка показывает подручному места для нанесения ударов тяжелым молотом.
- Тиски используют для фиксации заготовок на разных этапах работы.
- Сверлильный станок необходим для сверления отверстий.
- Заточной станок используется чаще остальных, на нем изделиям придают форму и остроту.
- Гриндер – это вариант заточного станка, отличительная особенность заключается в использовании ленты с абразивным покрытием, склеенной в кольцо. С помощью гриндера формируют ровные спуски под заданным углом.
- Станок для изготовления спусков. Качественная заточка до бритвенной остроты возможна только на специальном приспособлении, которое позволяет двигаться по строго определенной траектории.
- Болгарка набором отрезных и зачистных дисков. Простой инструмент оказывает помощь при выполнении самых разных видов действий.
Заточка клинка на гриндере:

Кроме основного набора станков и приспособлений, многие мастера дополнительно используют деревообрабатывающее оборудование. Оно помогает изготавливать ручки из прочных пород древесины. Небольшие токарные станки помогают создавать сложную фурнитуру, которая украшает готовые предметы.
Самодельный миниатюрный гриндер, стачивание спусков:

В мастерских, производящих качественные ножи, имеются вальцы. На них разогретые заготовки прокатывают с целью получения пластины определённой толщины. Дамасская сталь своими руками получается после многократной ковки и проката через вальцы.
Прокатные вальцы:

Наличие кривошипного молота помогает проковывать заготовку серией многочисленных ударов. Пневматический или гидравлический пресс используют для объемного обжатия металла. Одним движением придается нужная геометрия.
У некоторых мастеров имеются матрицы и пуансоны, которые позволяют методом пластической деформации придавать стандартную форму, например, продавливать дол на клинке (используют для придания жесткости с одновременным снижением массы).
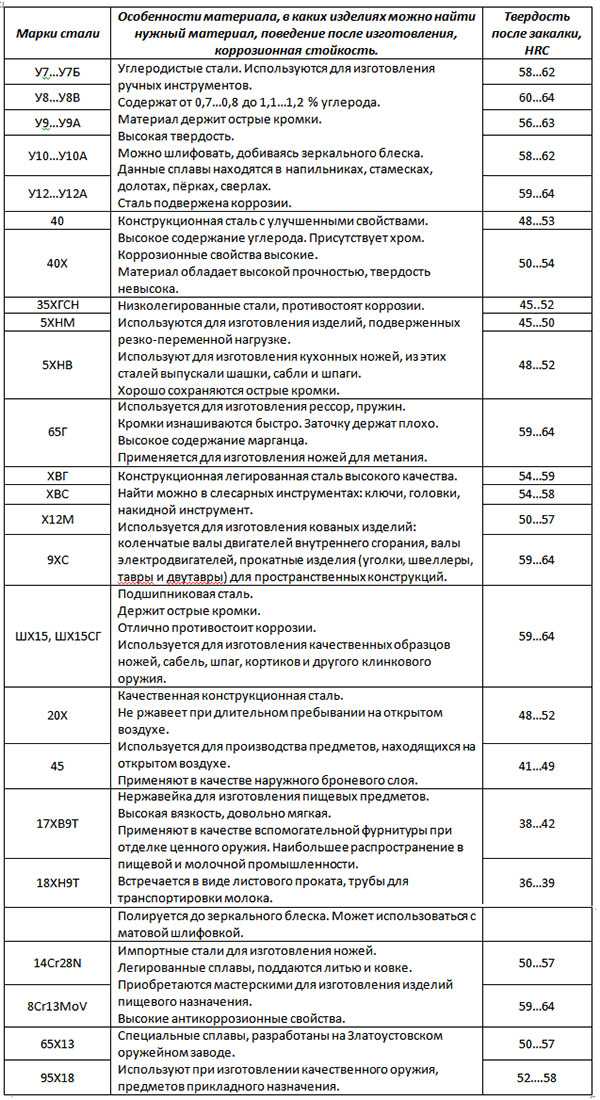
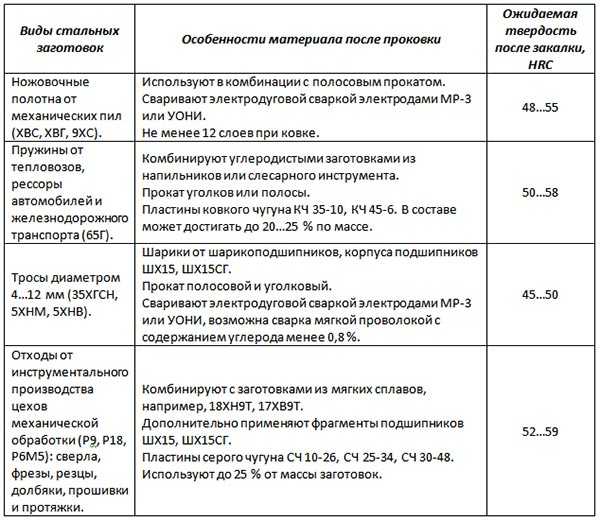
Заготовки для производства булата
Сделать булатную сталь несложно, для его производства используют стали и сплавы с заранее заданными свойствами. Применяют готовые изделия и специальные слитки. Кузнечные мастерские пользуются металлическим ломом или деталями, приобретаемыми в торговой сети. В таблице приведены материалы, которые чаще всего применяют для изготовления кованых предметов.
Пошаговая технология изготовления булата из подшипника
Изделия из готовых слитков или заготовок производятся в следующей последовательности.
Внутреннее кольцо подшипника изготовлено из сплава ШХ-15. Его распиливают отрезным диском болгарки, направляют на прогрев в горн. Желательная температура прогрева 900…950 ⁰С.


Убирают впадины с полосы.

На гриндере придают нужную форму.

С помощью специальной оправки удерживают заготовку. Постоянный угол позволяет с обеих сторон создать одинаковые спуски.

Окончательная форма изделия получается путем обтачивания.

Паста ГОИ и вспомогательный бархатный валик помогают отполировать поверхность.

После полировки получается готовый клинок. Остается изготовить ручку, больстер и ножны. Тогда изделие можно считать законченным.

Заготовки для производства Дамаска
Сделать дамасскую сталь в домашних условиях может любой мастер, для этого применяют наборы сплавов. В них присутствуют мягкие и твердые включения. Комбинируя их между собой, добиваются получения клинков с выраженными структурными узорами.
Используются следующие комбинации, показанные в таблице. Некоторые мастерские предлагают и свои варианты. Предлагаемые схемы дают наилучшие показатели.
Начиная производство в собственной мастерской, узнать, сколько стоит готовое изделие, несложно. На многих сайтах интернет-магазинов указаны цены. По мере приобретения опыта и повышения качества товара, можно повышать цену на свою продукцию.
Видео: как сделать дамасскую сталь?
Пошаговая инструкция изготовления ножа из троса и полосы от напильника
Дамасскую сталь и изделие из нее изготовить сложнее. Но готовый образец будет иметь более привлекательный вид. Ниже приведена последовательность изготовления клинка.
Из нескольких отрезков троса готовят заготовки. Их сваривают с помощью стержней из нержавеющей стали. Трос представляет собой жесткий металл, а нержавейка – это мягкий, пластичный материал.

Перед началом работ производится промывка. Используется в дизельном топливе. Желательно вымыть имеющиеся органические включения.

В муфельной печи производится первичный обжиг.

Бура помогает избавиться от окалины. При высокой температуре шлак не будет задерживаться внутри заготовки.

Первая очищающая ковка. Несильные удары. Нужно механическим путем вытряхнуть возможные шлаки, тогда не будут образовываться раковины.

Ковка с помощью легкого молотка позволяет придать прямоугольную форму. Сначала уплотняется поверхностный слой.

Ковка тяжелым молотом ведется для уплотнения всего внутреннего пространства. Задача этой операции – получить монолитное изделие.

На автомате создают полосу нужного размера. Теперь заготовка по своим параметрам превращается в пластину.

После проковки на автомате на заготовке проявляется желаемый рисунок.

Если не устраивает внешний вид, то можно перековать. Умелые мастера часто перековывают пластину несколько раз, а потом выполняют перекручивание заготовки. Тогда образуются оригинальные звезды.

Приваривается будущая режущая кромка. Для нее используется полоса от напильника, в которой использована сталь У10. На кромке твердость составить HRC 60…63. Остальная часть лезвия останется пластичной.

На тяжелом прессе 120 т производится ковка рукоятки.

Клинок приобретает нужную форму. Нагрев более 900 ⁰С делает металл весьма пластичным.

Отковывается рукоять.

Готовая поковка уже имеет довольно привлекательный вид. Нужно стачивать спуски, чтобы были образованы режущие кромки.

Спуски сточены. Клинок готов для дальнейшей работы. Самая трудоемкая часть работы выполнена.

Рисунок на лезвии показывает, что изделие изготовлено из дамасской стали.

Варианты клинка. Ни один из них никогда не повторится. Каждый будет иметь только ему присущую структуру. С помощью кислоты добиваются проявления более глубокого рисунка.

Еще возможный вариант. Если на стадии сварки будущих элементов изменять толщину троса и нержавейки, то можно получать каждый раз новые виды дамаска.

Используя иные материалы, можно создавать и другие виды клинков.
metmastanki.ru
Дамаск, булат, вутц — технология: paulus_raul — LiveJournal
О свойствах легендарных оружейных сталей – дамаска, булата и вутца – хотя бы понаслышке знает любой цивилизованный человек. Они являются свидетельством уникальных возможностей мастеров металлургической профессии.
В чем секрет этих удивительных сплавов, кто и когда их производил и каким образом обрабатывал? Похоже, что современная наука нашла ответы на эти вопросы.
Продолжение цикла публикаций из энциклопедии «Металлургия и время».
Предыдущие статьи цикла:
Истоки рудной металлургии
Ювелирное искусство — основа металлургии
Древний мир бронзового литья
Загадки сыродутного горна
Древесноугольная металлургия (Часть 1, Часть 2)
Дамаск, булат, вутц — сказания и летописи разных народов
Дамаск, булат, вутц — терминология и историческое разнообразие
«Чугунение» и «насталивание»
Структуру металла с высокоуглеродистыми прослойками можно получить, применяя при кузнечной сварке в качестве флюса дробленый чугун.
 При температуре сварки углерод чугуна мгновенно соединяется с окалиной, отнимая у нее кислород. В итоге вместо окалины образуются диоксид углерода и восстановленное железо, которое тут же науглероживается от контакта с углеродом жидкого чугуна. Чугун в данном случае служит более эффективным источником углерода, чем древесный уголь, поскольку при температуре сварки он плавится и углерод находится в нем в растворенном, более химически активном виде. Растекаясь по поверхности заготовки, жидкий чугун очищает ее от окалины, попутно теряя свой углерод и вследствие этого затвердевая. При последующей проковке часть жидкого чугуна выжимается, но остаются тонкие прослойки достаточно вязкого, обедненного углеродом чугуна и высокоуглеродистой стали.
При температуре сварки углерод чугуна мгновенно соединяется с окалиной, отнимая у нее кислород. В итоге вместо окалины образуются диоксид углерода и восстановленное железо, которое тут же науглероживается от контакта с углеродом жидкого чугуна. Чугун в данном случае служит более эффективным источником углерода, чем древесный уголь, поскольку при температуре сварки он плавится и углерод находится в нем в растворенном, более химически активном виде. Растекаясь по поверхности заготовки, жидкий чугун очищает ее от окалины, попутно теряя свой углерод и вследствие этого затвердевая. При последующей проковке часть жидкого чугуна выжимается, но остаются тонкие прослойки достаточно вязкого, обедненного углеродом чугуна и высокоуглеродистой стали.
Дальнейшую расковку пакета проводят при несколько пониженных температурах, чтобы высокоуглеродистые прослойки не расплавлялись, поэтому некоторые оружейники говорят, что они не сваривают пакет, а «паяют» его чугуном. Науглероживание поверхности металла расплавленным чугуном называют «чугунением» или «насталиванием». В итоге получается чередование слоев вязкого железа, стали и крайне твердого белого чугуна, т.е. «предельный» вариант дамасской стали. Классический японский способ изготовления клинков как раз и заключался в использовании молибденсодержащего железа, стали (по некоторым данным, импортируемой из Китая) и дробленого чугуна.
Ковка литой стали
Историческому сосуществованию двух типов оружейной стали – литой и сварочной – соответствовали две технологии ковки. Известно, что заготовка вутца перед ковкой имела небольшую массу (не более 1 кг).
 Легковесность исходной заготовки позволяла мастерам осуществлять ускоренный подогрев изделия и широко использовать локальный нагрев его частей для последующей ковки.
Легковесность исходной заготовки позволяла мастерам осуществлять ускоренный подогрев изделия и широко использовать локальный нагрев его частей для последующей ковки.
Если внимательно присмотреться к состоянию микроволокон, выходящих на поверхность вутца, то можно видеть не только их «завихренность» в результате применения сложных приемов ковки, но и их раздробленность. Данное обстоятельство указывает на осуществление на определенном этапе ковки мощного «единоразового» воздействия на волокна, предварительно приведенные в благоприятные для дробления условия. По-видимому, именно эта операция ковки определяющим образом влияла на конечное качество булатной стали и совокупность ее феноменальных свойств.
Вместе с тем многими специалистами отмечается, что условием правильной ковки булата является ее «постепенность». Качество булатного клинка тем выше, чем медленнее ведется ковка. Аккуратная ковка при невысоких температурах, требующая многочисленных подогревов, приводит к повышению контрастности узоров. При нагреве мелкие карбиды и острые грани крупных карбидов растворяются, а при последующем остывании углерод вновь выделяется на поверхности крупных частиц в высокоуглеродистом прочном волокне. Поэтому первоначально размытый узор приобретает резкость и контрастность.
Ковка дамаска
В неоднородном дамаске вид макроструктуры очень сильно влияет на свойства клинка. В разных странах были разработаны десятки, а возможно, и сотни сортов сварочной стали. Несмотря на такое обилие, все эти сорта можно упорядочить, разделив по принципу образования на несколько групп: «дикий», «штемпельный» и «крученый (турецкий)».

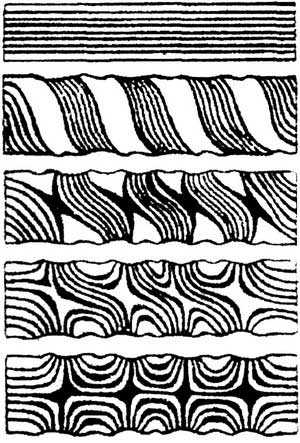
«Дикий» узор дамаска образуется при беспорядочном перемешивании металла в результате простой ручной ковки. Лучшие мастера предпочитали ковать клинки из «штемпельного» дамаска с регулярным узором. «Штемпельным» узор назвали в Германии по способу его образования с помощью нанесения специальным штампом — штемпелем строго упорядоченного рельефа на заготовку клинка, в результате чего при ковке слои искажались в заданном порядке. Видов формируемых при этом узоров немного: ступенчатый, волнистый, ромбический (сетчатый) и кольчатый. Ступенчатый узор характеризуется относительно узкими прядями линий, расположенными поперек клинка.
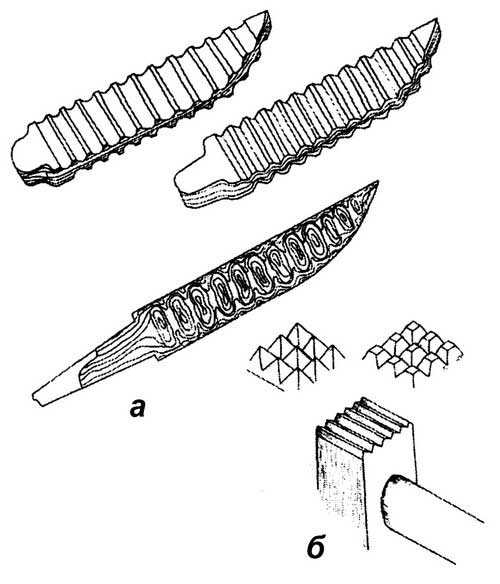
Схема проявления узора (а) и основные виды набоек для изготовления штемпельного дамаска (б)
Распространенным видом «штемпельного» узора является ромбический, имеющий две разновидности. Одну из них получают, насекая поверхность заготовки зубилом крест-накрест, отчего узор имеет вид сплетенной из нитей сетки, наброшенной на клинок из «дикого» дамаска. Соответственно, и узор называется «сетчатым». Второй разновидностью является узор, который в Германии называют «мелкие розы». Он имеет вид четких концентрических ромбов и набивается имеющим пирамидальные выступы штампом. Кольчатый вид «штемпельного» узора в США называют «павлиний глаз», хотя он больше похож на «павлиний хвост», поскольку на клинке в четком порядке расположены многочисленные концентрические окружности.
«Турецкий» или «розовый» дамаск
Особенно красивым считается узор «турецкого» дамаска. Так в XVII–XVIII вв. его назвали в Европе, когда увидели привезенные с Востока сабли из местных разновидностей сварочного металла. Другое его название – «розовый» дамаск, обусловленное схожестью вида узора с цветками розы.
Отличительной особенностью «турецкого» дамаска являлось то, что клинки отковывались из предварительно туго закрученных прутков неоднородного металла. Узоры при этом получались крайне разнообразными и причудливыми. Беруальдо Бьянчини, автор вышедшей в 1829 г. книги «О дамасских клинках турецкого типа», писал: «…масса, употребляемая сегодня для создания дамасских клинков, в точности та же самая, какая идет на изготовление клинков совершенно ординарных, т.е. равномерная смесь стали и железа в соотношении два к одному.
Стадии проявления узора в крученом турецком дамаске
Вытягивание дважды рафинированных болванок в полосу и последующее выковывание клинка между двух штампов происходят так же, как и при изготовлении обычного клинка. Единственное различие состоит в том, что штамп для дамаска должен быть снабжен различными рельефами, которые желательно перенести на клинок. При ковке молотом сменяющие друг друга листы стали и железа клинка вдавливаются в углубления штампа, в результате чего возникают углубления или рельеф, которые, будучи затем спилены, дают желаемый узор».
Закалка оружейной стали
Режимы термической обработки изделий из булатной стали всегда привлекали пристальное внимание исследователей. Именно этот этап технологии ее производства окружен наибольшим числом легенд и таинств, дошедших из глубины веков.
И в сравнительно недавние времена, например в XIX в., многие металлурги придавали большое значение способам закалки булата и даже относили их к основным секретам изготовления булатного оружия.

Объяснить, почему металл становится прочнее и тверже, тогда никто не мог, зато рецептов закалки было великое множество: практически каждый мастер имел свой секрет.
Известно, что в качестве закалочной среды широко использовалась и родниковая вода, и вода минеральных источников. Температура воды и растворенные в ней соли оказывали большое влияние на скорость охлаждения изделий, поэтому место отбора воды и ее температуру при закалке держали в строгом секрете. Ввиду того, что клинки из стали с высоким содержанием углерода после закалки в холодной воде легко ломались от удара, в Персии холодное оружие начали закаливать в мокром холсте. Известен метод закалки, при котором перед термической обработкой клинок для тепловой изоляции обмазывался толстым слоем особой глины с разными примесями. Состав удалялся только с лезвия, подлежащего закалке в воде. Образовавшейся при этом «демаркационной» линии в каждой мастерской придавали своеобразный оригинальный рисунок, по которому можно было отличить мастера, изготовившего холодное оружие.
Моча рыжего мальчика и ягодицы молодого раба
Металлурги искали и умели находить среды, в которых сталь охлаждается быстрее, чем в воде. Так, моча и другие растворы солей забирают тепло у раскаленного металла быстрее, чем самая холодная вода.
 Заметив эту особенность, средневековые металлурги разрабатывали различные варианты закалки и достигали порой немалых успехов. Вот как Теофил описывает закалку стали, которая режет «стекло и мягкие камни»: «Берут трехлетнего барана, привязывают его и в течение трех дней ничем не кормят. На четвертый день его кормят только папоротником. Спустя два дня такой кормежки, на следующую ночь барана ставят в бочонок с пробитыми внизу дырами. Под эти дыры ставят сосуд, в который собирается моча барана. Собранная таким образом за две-три ночи в достаточном количестве моча изымалась, и в указанной моче барана закаливали инструмент». Существуют легенды, согласно которым булатные клинки закаливали в молоке матери, кормящей сына, в моче рыжего мальчика, трехлетней черной козы и т.д.
Заметив эту особенность, средневековые металлурги разрабатывали различные варианты закалки и достигали порой немалых успехов. Вот как Теофил описывает закалку стали, которая режет «стекло и мягкие камни»: «Берут трехлетнего барана, привязывают его и в течение трех дней ничем не кормят. На четвертый день его кормят только папоротником. Спустя два дня такой кормежки, на следующую ночь барана ставят в бочонок с пробитыми внизу дырами. Под эти дыры ставят сосуд, в который собирается моча барана. Собранная таким образом за две-три ночи в достаточном количестве моча изымалась, и в указанной моче барана закаливали инструмент». Существуют легенды, согласно которым булатные клинки закаливали в молоке матери, кормящей сына, в моче рыжего мальчика, трехлетней черной козы и т.д.
Как повествует легенда, в Древней Сирии клинок нагревали до цвета зари и 6 раз вонзали в ягодицы молодого раба. Известны приемы подобной закалки стали охлаждением в теле свиньи, барана или теленка. В Дамаске сабельные клинки нагревали до цвета восходящего солнца и закаливали в крови убиваемого нубийского раба. А вот рецепт закалки кинжала, обнаруженный в одном из храмов на территории Малой Азии и относящийся к IX в.: «Нагреть (клинок) до тех пор, пока он не засветится, как восходящее в пустыне солнце, затем охладить его до цвета царского пурпура, погружая в тело мускулистого раба. Сила раба, переходя в кинжал, и придает металлу твердость».
Древние кузнецы знали и способы предохранения металла от окисления в период нагрева под закалку. Кузнец брал бычьи рога, сжигал их на огне, в полученный пепел примешивал соли и посыпал этой смесью изделия, которые затем нагревали и закаливали в воде или сале.
Тайна литой стали
Как ни парадоксально, человек пока так и не смог до конца понять сущность булатной стали, природу уникальных свойств и особенности технологии ее получения. И это несмотря на то, что долгое время использовал изделия из булата, совершенствовал его, терял секреты изготовления и вновь приоткрывал тайны булата, подобно тому, как это сделал в середине XIX в. русский металлург П.П. Аносов.
 Необходимо отметить, что П.П. Аносов, неоднократно отмечая в своих работах высокие качества полученного им булата, не уступающего лучшим азиатским булатам, никогда не говорил о том, что раскрыл тайну индийского вутца; более того, он отказался от устоявшегося в то время понятия «дамасская сталь» и выдвинул новое – «русский булат».
Необходимо отметить, что П.П. Аносов, неоднократно отмечая в своих работах высокие качества полученного им булата, не уступающего лучшим азиатским булатам, никогда не говорил о том, что раскрыл тайну индийского вутца; более того, он отказался от устоявшегося в то время понятия «дамасская сталь» и выдвинул новое – «русский булат».
Разгадать секрет литой оружейной стали стремились многие видные европейские ученые, в том числе Майкл Фарадей, сын кузнеца. В 1819 г. он исследовал образцы литой стали и пришел к выводу, что ее исключительные свойства объясняются присутствием небольших количеств кремния и алюминия. Хотя этот вывод оказался ошибочным, статья Фарадея вдохновила Жана Робера Бреана, пробирного инспектора Парижского монетного двора, провести серию экспериментов, в которых он вводил в сталь различные элементы. Именно Бреан впервые в 1821 г. высказал догадку о том, что необычные прочность, вязкость и внешний вид литой оружейной стали должны быть обусловлены высоким содержанием углерода. Он установил, что ее структура имеет светлые участки науглероженной стали на темном фоне, который он называл просто сталью.
Производство древнего оружия из булатной стали, окруженной легендарным ореолом сверхдостоинств и священных тайн, как уже хорошо известно, осуществлялось из индийского вутца. Он поставлялся на рынки Персии и Сирии в виде разрубленной пополам «лепешки» литой стали. Содержание углерода в вутце было очень высоким. Так, химический анализ вутца, проведенный по распоряжению П.П. Аносова, показал содержание углерода, равное 1,7–2,0 % масс. и более.
Заготовка индийского вутца имела диаметр примерно 12,5 см, толщину около 1 см и массу примерно 1 кг. Кроме того, слитки вутца имели своеобразные узоры, отличные от рисунка на готовых клинках. По мнению большинства специалистов, лучшие клинки ковали в VII–XII вв. Лезвие индийского клинка после заточки приобретало невероятно высокую режущую способность. Хороший клинок легко перерезал в воздухе газовый платок, в то время как даже современные клинки из самой лучшей стали могут перерезать только плотные виды шелковых тканей. Правда, и обычный стальной клинок можно закалить до твердости вутца, но он будет хрупким как стекло и разлетится на куски при первом же ударе.
К сожалению, в Древней Индии так тщательно скрывали секрет выплавки и технологию изготовления клинков, что, в конце концов, потеряли их совсем. Уже в XII в. табан, например, не могли делать ни в Индии, ни в Сирии, ни в Персии. В настоящее время ни один мастер, ни одна фирма в мире не могут воспроизвести лучшие сорта индийской стали, образцы которой сохранились еще в некоторых музеях Европы. Потеря секретов производства индийского вутца при наличии широкого рынка сбыта его заготовок указывает на ограниченное число мастеров, владевших технологией производства вутца, а также на достаточно высокие для своего времени показатели производительности, выход годного и воспроизводимость технологии получения вутца. С учетом этого можно предположить следующее: технология производства слитка индийского вутца была достаточно проста (как, наверное, и должно было быть, иначе стоило ли ее так тщательно скрывать), а форма в виде лепешки была в те далекие времена единственно правильной для представления готового полупродукта.
В средние века при определении преимуществ того или иного клинка настоящие мастера оценивали крупность узора (ширину волокон) булатной стали, характер рельефа, переплетения и число волокон, цвет травленого фона клинка и его отливы, высоту и длительность звучания клинка при ударе по нему, упругость и т.д. Представляется во многом понятным, что эти критерии контроля качества имели глубокий смысл, дающий информацию, в частности, о режущих свойствах клинка. Ширина высокоуглеродистых волокон характеризовала не только примененный способ получения булатной стали, но и режущие свойства клинка, его упругость и способность к самозатачиванию.
Очевидно, что после заточки и полирования лезвия из булатной стали его режущая кромка уже имела зубчатый рельеф, обусловленный изменяющимися по длине кромки твердостью и износостойкостью ее составляющих. Если учесть, что каждое высокоуглеродистое волокно булатной стали при выходе на режущую кромку имеет профиль определенной кривизны – фактор, существенно повышающий режущую способность клинка, то древние мастера были просто обязаны оценивать ориентировку волокон относительно режущей кромки клинка и его рукоятки.
Первым строго научно объяснил природу булата и связал ее со свойствами этой удивительной стали выдающийся русский металлург Дмитрий Константинович Чернов. Он считал, что при затвердевании сталь распадается на два различных соединения железа с углеродом, которые «играют очень важную роль при назначении такой стали на клинки: при закалке более твердое вещество сильно закаливается, а другое вещество остается слабо закаленным, но так как оба вещества в тонких слоях и фибрах тесно перевиты одно с другим, то получается материал, обладающий одновременно и большой твердостью, и большой вязкостью. Таким образом, оказывается, что булат несравнимо выше лучших сортов стали, приготовленных иными способами».
Легендарный композит
Итак, булат представляет собой композиционный материал. Отметим, что идея создания подобных материалов заимствована человеком у природы.
Множество природных конструкций (стволы деревьев, кости и зубы людей и животных) имеют характерную волокнистую структуру. Она состоит из сравнительно пластичного матричного вещества и более твердого и прочного вещества в виде волокон. Например, древесина – это композиция, состоящая из пучков высокопрочных целлюлозных волокон трубчатого строения, связанных матрицей из органического вещества (лигнина), придающего древесине поперечную жесткость. Зубы людей и животных состоят из твердого и вязкого поверхностного слоя (эмали) и более мягкой сердцевины (дентина). И эмаль, и дентин содержат неорганические микрокристаллы гидроксилапатита игольчатой формы, расположенные в мягкой органической матрице.
Сейчас можно с уверенностью сказать, что булатная сталь была открыта неслучайно и гораздо раньше, чем принято думать. Металлурги бронзового века не могли не обратить внимания на елочное строение бронзовых слитков. Получив первый слиток из железа с тем же елочным строением, древние мастера, вероятно, начали его ковать как бронзу. Конечно, он рассыпался. Однако это не остановило древних металлургов и спустя какое-то время, накопив опыт, они сумели найти решение.
Уникальность булатной стали заключается в том, что она представляет собой принципиально новый класс композиционных материалов. Она не мож
paulus-raul.livejournal.com
Как сделать дамасскую сталь 🚩 как делают булатную сталь 🚩 Наука 🚩 Другое
Автор КакПросто!
Дамасская сталь – многогранный, упругий, твердый, прочный и долговечный материал, позволяющий добиться кузнецам невероятных эффектов и реализовать даже самые изысканные желания при изготовлении клинка или ножа. Как сделать дамасскую сталь самостоятельно, и что следует знать при этом?

Статьи по теме:
Инструкция
Приготовьте печь, температуру в которой нужно поддерживать до 1200 градусов. Для этого дела можно самостоятельно сложить небольшую печку из камня. Вся процедура не отнимет много времени, а использовать такую печь можно будет на протяжении многих лет, тем более, если процесс изготовления дамасской стали и клинков из нее завлечет вас. Заготовьте железную руду и обычный древесный уголь. Возьмите каменный горн. Смешайте железную руду и древесный уголь, поместите материалы в каменный горн и нагревайте до температуры не менее 1100-1200 градусов. Железная руда при таком нагревании будет освобождаться от кислорода и восстанавливаться, а в результате вступления в реакцию железа с древесным углем будет образовываться губчатая однородная масса. Извлеките полученное железо из печи и дайте остыть. Выжмите из полученного губчатого железа все примеси путем ковки. В результате проведенных действий у вас должен получиться небольшой кусок сварочного железа, содержание углерода в котором очень низкое. Подготовьте глиняную емкость, в которой можно было бы нагреть полученные куски железа, отличным вариантом будет нагревание в закрытом глиняном тигле.Положите куски железа и древесные угли в глиняный тигель и закройте его, такое нагревание позволит предотвратить вторичное окисление железа.
Дождитесь хлюпающего звука, именно он будет свидетельствовать о том, что железо расплавлено.
Охладите тигель, делать это следует постепенно, медленно, просто оставив в остывшей печи на неопределенное время. Извлеките получившийся слиток.
Сделайте из полученного материала (слитка) клинок. Для этого нагрейте слиток до температуры не менее 650 градусов (сталь станет пластичной) и произведите ковку, после чего, достигнув желаемого результата, быстро охладите полученный клинок в воде или рассоле для того, чтобы закалить его.
Видео по теме
Источники:
- дамасская сталь в домашних условиях
Совет полезен?
Распечатать
Как сделать дамасскую сталь
Статьи по теме:
Не получили ответ на свой вопрос?
Спросите нашего эксперта:
www.kakprosto.ru
Секреты изготовления дамасской стали. Мифы и реальность
Знаменитая дамасская сталь. Какими качествами обладали эти удивительные клинки? В чем секрет древней технологии? Дамаск для своего времени – это был революционный прорыв в создании высокопрочного металла и новой технологии. Легендарные мечи, рассекающие шелковый платок, имели необычайную остроту. А не миф ли это? Кузница двадцать первого века – царство традиционных технологий. Принцип создания авторских клинков не менялся столетиями. Основные элементы этого производства: открытый огонь, молот, наковальня, мастерство кузнеца. Примета нового времени в профессии кузнеца – исходные материалы. В старину ремесленники сами добывали руду, затем перерабатывали ее в металл. Современные кузнецы, как правило, оперируют сталью с легирующими добавками. Эти примеси и наделяют металл индивидуальными особенностями.
Превосходство дамасской стали над всеми другими сплавами – распространенный миф. Ученые считают, что это плод воображения писателей начала девятнадцатого века. В исторических романах того времени клинки Дамаска, обладали чудесными свойствами. Они рассекали кольчугу, как масло. Историки и металловеды опровергают эти легенды. Устоять против современных сталей, старинный дамаск вряд ли смог бы. Он, все-таки, был несколько проще по химическому составу и не так интересны были стали, которые в нем использовались. Тот «дамаск», который создают сегодняшние мастера, это, как правило, использование, уже, изначально высокопрочных сталей с хорошими характеристиками.
Тем не менее «дамаск» своего времени действительно отличался высокой прочностью и гибкостью. Это сочетание и делало мечи из дамасской стали превосходным оружием. Секрет – в особом сплаве.
В чистом виде, железо, очень мягкий металл, и не подходит для холодного оружия. Поэтому человек пользуется сплавами – соединениями железа с другими химическими элементами. Непременный компонент этих соединений – углерод. Он придает сплаву твердость. К примеру, в обычно гвозде, углерода находится сотые доли процента (0,06-0,16%) от всего металла. А в железнодорожном рельсе от 0,5 до 0,7%. Железные сплавы, содержащие меньше 2,14% углерода, называются сталью. После специальной термической обработки, она приобретает еще одно важное качество – упругость.
Главный секрет технологии производства «дамаска», многослойная заготовка, которая состоит из сплавов с разным содержанием углерода. Дамасская сталь – один из первых композитных, то есть, составных, материалов в истории. «Дамаск» — это сварочные технологии, сварка ковкой, когда идет диффузионное сближение слоев двух, трех или более, сталей, при высоких температурах, путем давления. Особую твердость «дамаску» придает основная часть пакета, которая состоит из сталей, богатых углеродом. Источник упругости будущего изделия – легирующие добавки и железо. Так, чередование слоев металла с очень высоким и очень низким содержанием углерода, придавало новому материалу: твердость, упругость и ударную вязкость (сопротивление ударным нагрузкам).
Следы этого коктейля в готовом клинке можно увидеть невооруженным взглядом. Характерный узор на лезвии «дамаска» оптический эффект неравномерного распределения углерода. «Дамаск» обладает своим неповторимым «лицом», своим рисунком, своей красотой в железе. Гомогенный материал ровный по раскрасу, не так интересен. Его, как правило, разрисовывают, либо растравливают, чтобы создать, какой-то образ.
Высокие качества конкретного клинка из дамасской стали закладываются на начальном этапе. Идеального рецепта создания «пакета» не существует. Подбор исходных материалов, их пропорции, принцип комбинирования, в древности, любой из элементов этого процесса, являлся секретом мастера, фундаментом превосходства его оружия.
Современный нож из дамасской стали – предмет гордости любого охотника. Благодаря технологии изготовления такой инструмент режет самые твердые природные материалы и ткани. Он хорошо держит заточку. Тем не менее, изделие этих мастеров редко используют по назначению. Основная функция их стальных произведений – декоративная.
sekach.ru
Дамасская сталь. Эксперимент. Часть 1.

Неимоверное количество глупостей и небылиц я регулярно выслушиваю от людей, когда речь заходит о дамасской стали.Дескать, данная сталь обладает супер — волшебными свойствами, секрет её изготовления, безусловно, безвозвратно утерян, а все современные реплики есть дешевая подделка, откровенное шило и непотребщина.
Дабы пролить свет на эту спорную тему я приведу отрывок из книги А.К.Антейна «Дамасская сталь в странах бассейна Балтийского моря» изданной в далеком 1973 году Рижским Политехническим Институтом. Автором лично изучено около 400 артефактов из дамасской стали, также в своей книге он опирается на ряд авторитетных исследований опубликованных ранее. Взято из главы «Общие сведения о дамасской стали»:
«Ни об одном сорте стали в мире не создано столько легенд, сказок и преданий, как о булатной стали, которую отливали мастера древнего Востока. Лезвия холодного оружия, изготовленные из неё, славились своей твердостью, упругостью и остротой.Булатная сталь отличается красивой отделкой поверхности: на темном фоне видны более светлые волнистые линии. < … > Рисунок никогда не повторяется, узор на поверхности металла как будто образован сплетением волокон стали с разным содержанием углерода.Наилучший металл производился в Индии, секрет его изготовления тщательно оберегали, мастера передавали его из поколения в поколение, пока он, наконец, не был утрачен.Булатная сталь была известна в Европе ещё до нашей эры.Упоминания о ней встречаются у Аристотеля. Многие металлурги и ученые Западной Европы, особенно в начале ХIХ века пытались разгадать технологию её производства.Одним из них был великий английский физик М.Фарадей.Однако решить этот вопрос удалось только русскому металлургу П.П.Анасову, который после почти десятилетнего(1828 — 1837 гг.) исследования холодного оружия, изготовленного мастерами древнего Востока, и сотен сплавов собственного производства первым в Европе изготовил лезвия из литой стали, которая по своей структуре и свойствам была похожа на лучшие образцы булатной стали, изготовленной мастерами древнего Востока. < … > Не зная секрета производства булатной стали, многие пытались имитировать эту высококачественную литую сталь.Одними из первых такие попытки предприняли оружейники древнего города Дамаска, куда булатная сталь ввозилась из Индии.Дамаск ещё во времена Римской империи стал центром производства высококачественного оружия.Сталь похожую на дамасскую, начали производить и в других городах Ближнего и Среднего Востока. < … > Термин« дамасская сталь» получил широкое распространение.Долгое время так называли также и литую булатную сталь.Теперь это название применяют только по отношению к сварочной узорчатой стали.Пытаясь имитировать булатную сталь, древние мастера складывали / сплетали вместе проволоку(или ленту) из железа(иногда– мягкой стали) и твердой стали.После этого их сваривали кузнечной сваркой в один кусок.»
Из этого маленького отрывка можно сделать простой и однозначный вывод: Дамасская сталь– есть собирательный образ, которым именуется кусок металла, сваренный посредством кузнечной сварки из нескольких кусков стали с разным содержанием углерода.Слои стали образуют при этом определенный узор.Всё.Также становится понятным откуда берут исток основные легенды.
Теперь когда стало ясно, что же такое дамасская сталь, перейдем к описанию практической части эксперимента.Я взял 3 пластины ст3 и 3 куска от обычного советского напильника(сталь у10 — у13) примерно одного размера.
 \
\
Выровнял их плоскости и скрепил вместе с помощью электросварки. Пластины стали в собранном пакете чередуются. Получился 6-тислойный пакет.


Кузнечная сварка проходит при температурах близких к 1100-1200 °С, это соответствует соломенно-желтому/белому цвету каления стали, и у меня, к сожалению, не было возможности сфотографировать сам процесс сварки. (кузнечной сварке будет посвящена отдельная статья) в качестве флюса я использовал прокаленный кварцевый песок.

После сварки я тщательно проковал поковку и разрезал поперек на 3 части, отшлифовал и отполировал грани, чтобы оценить качество провара по всему объему заготовки.


Дефектов, следов окалины, полостей обнаружено не было, что говорит об успешном сваривании сталей с различным содержанием углерода. После травления поверхности поковок в водном растворе хлорного железа проявилась слоистая структура металла.


Теперь чтобы получить узорчатую структуру металла я собрал вместе все три части, получив тем самым пакет в 18 слоев стали.

Сварив их вместе кузнечной сваркой, я получил пруток квадратного сечения, который подвернул поперечному скручиванию (торсированию) – из данной поковки выковал клинок для небольшого ножа. После закалки, шлифовки, поливки и травления получился вот такой клинок.

smith-master.com
всё о ножах: Сталь для ковки ножей
Технические характеристики ножа во многом определяются материалом, который применяется для ковки клинка. Зная состав металла, уже можно предположить, какими из требуемых качеств будет обладать изготовленный из нее нож. Основным элементом, присутствующим во всех видах стали, придающим клинку крепость и твердость, является углерод. Свою роль в придании металлу тех или иных качеств выполняют различные добавки и примеси, в числе которых:

- магний, придающий металлу зернистую структуру и повышающий его прочность и износостойкость;
- кремний, увеличивающий твердость сплава;
- хром, повышающий износостойкость, обеспечивающий устойчивость к коррозии и способность к закаливанию;
- молибден, предотвращающий ломкость и хрупкость клинка ножа, придавая ему стойкость к нагреву;
- никель, повышающий прочность металла;
- вольфрам, препятствующий износу клинка: в комбинации с хромом или молибденом увеличивает режущие свойства лезвия;
- ванадий, значительно улучшающий износостойкость и прочность сплавов, позволяющий изготавливать лезвия большой остроты.
В более общем понимании, сталь для ковки ножей бывает: черной и нержавеющей. Но если за изделием не ухаживать должным образом, любой сплав может быть подвержен коррозии. Нержавеющую сталь ковать очень тяжело. Кованными чаще всего бывают клинки из черного металла.
Ковка ножей из дамасской стали
С давних времен высоко ценятся кованные ножи из дамасской стали. Славу им принесли их превосходные режущие качества. А отличают их характерные разводы на клинке, складывающиеся в причудливые узоры. Образуются они в результате видимого сочетания в одном изделии различных по своему составу полос металла.

Процесс изготовления дамасской стали довольно не простой, и требует мастерства. В современных условиях для этого предлагается специальный пакет, состав которого представлен девятью полосами «мягкого» и десятью полосами «инструментального» металла. Сложив заготовку из полос одинаковых размеров, их требуется сварить при помощи высокотемпературного воздействия. Следуя двум особым правилам, достигнуть результата будет проще. Итак:
- чтобы визуально правильно оценить нагрев металла, процесс следует проводить в полумраке, лучше не в дневное время: если слои не прогреть, как следует, то они не сварятся, а при слишком высоких температурах перегретая заготовка может раскрошиться;
- обычная поваренная соль, если в нее поместить пакет для сварки дамасской стали, расплавившись, не дает металлу при нагревании гореть, не мешая при этом самому процессу обработки: плавка кристаллов соли сигнализирует о предельном значении температур, при котором стоит производить кузнечную сварку.
Далее следует этап вытягивания стальной заготовки. Легче и качественнее ковка осуществляется при помощи кузнечного молота, чем обычным ручным инструментом. Его постоянные, часто повторяющиеся удары быстрее обрабатывают форму, благодаря чему она без задержек возвращается в печь и меньше подвергается температурным скачкам. По окончании ковки дамасская сталь проходит процесс закаливания: при опускании в воду на клинке появляются характерные полосы и волны, за что такие изделия ценятся среди знатоков и коллекционеров.
Видео ручной ковки ножа из дамасской стали
Чтобы лучше представить себе все этапы и последовательность действий, которые необходимо произвести для того, чтобы изготовить столь уникальное изделие, как нож из дамасской стали, в сети Интернет выложены видеоматериалы, подробно и наглядно описывающие все процессы. На них четко показано, что заготовка должна располагаться на определенном расстоянии от пламени в печи, которое часто отмечено специальной отметкой. Класть ее следует в горизонтальном положении, периодически переворачивая, но ни в коем случае не на ребро, поскольку это может только повредить изделие. Для лучшего скрепления слоев прогретую заготовку рекомендуется время от времени простукивать молотком – как на видео.
Ковка ножа из дамасской стали обязательно включает в себя увеличение слоев за счет так называемого «скручивания» заготовки в процессе ее сварки. Чем больше сварок прошел дамасский нож при изготовлении, тем больше слоев мягкого металла прошивают твердые сорта стали, обеспечивая лучшие качественные характеристики самого изделия: легкость, прочность и остроту. Опытный мастер в состоянии самостоятельно определить сколько раз следует скрутить будущий нож для обеспечения оптимального смешивания слоев без вреда для его клинка.
Традиции производства русского булата
Определение дамасская сталь со временем вошло в общее понятие булатной стали — очень популярного материала для ножей ручной ковки. Хотя между этими двумя сортами металлов существуют принципиальные различия. По своему химическому составу булат представляет собой высокоуглеродистую сталь без каких-либо специальных примесей. По количественному содержанию углерода он близок к чугуну. Но по своим физическим свойствам металл проявляет способность к ковке, как у низкоуглеродистых сталей. Кованные булатные ножи после закалки значительно превосходят последние по твердости.

Многие исторические факты указывают на то, что на Руси существовало производство булата. За вековую историю технология его изготовления претерпела прогрессивные изменения, но не была утеряна. Многие современные материалы для ножей превосходят булатную сталь, но он по-прежнему являются непревзойденным образцом металла. До наших дней сохранился булатный клинок, изготовленный в середине 19 века на Златоустовском производстве: он на лету разрезает платок из тонкого газа, перерубает гвозди и гнется в дугу.
Процесс изготовления и обработки таких образцов – настоящее искусство, которым владеют истинные мастера. Булатная сталь образуется при введении в сплавы железа значительного количества углерода (до 1,5%). Процесс медленного охлаждения приводит к распределению во взвешенном состоянии в объемах обычной стали соединений железа, сильнонасыщенных углеродом, так называемого цементита. Прослойки цементита обволакиваются постепенно остывающим мягким железом. В результате, металл приобретает твердость с сохранением вязкости и упругости, которых лишена обычная сталь.
Ковка ножей из булата должна производиться предельно аккуратно и осторожно. Чтобы не повредить прослойки хрупкого цементита, такие изделия обрабатывают ударами легкого молота, в ходе многократного нагревания до красного каления. Переход за критическую температуру может привести к утрате металлом своих ценных качеств и специфичного рисунка.
По цвету, такие клинки бывают черные, серые и бурые. Качество изделия тем выше, чем темнее металл, и более контрастен рисунок на нем. Разделяют несколько разновидностей узоров на булатных ножах:
- полосатый, образованный параллельными прямыми линиями;
- струйчатый и волнистый, в результате чередования прямых и кривых линий;
- сетчатый – при пересечении коротких прямых и завитых линий;
- коленчатый в виде повторяющегося замысловатого рисунка по всей поверхности клинка.
Несколько комментариев по тестированию ножей из дамасской стали и булата
Острота лезвия – главное достоинство любого клинка. Кованные ножи из дамасской стали или булата можно заточить, добившись неправдоподобной остроты, которая сохраняется надолго. Как показывает практика, заточенные до остроты бритвы, они сберегают свои режущие свойства при многократных применениях. Лезвие ножей имеет свойство самозатачиваться, вследствие таких качеств данных сортов стали, как высокая твердость, упругость и вязкость.
Не стоит придерживаться мнения, что образцы из дамасской стали по причине их подверженности коррозии способны вызвать интерес только у коллекционеров. По мнению профессионалов, они вполне могут использоваться по назначению. Если не лениться ухаживать за любимым инструментом, к примеру, при стандартных охотничьих операциях, дамасский нож, как обладающий высокой стойкостью режущей кромки, не уступает булатному. При всей его уникальности, им можно и хлебушек резать, и гвозди стругать. В конечном итоге, любому ножу покупатель находится.
«Сталь для ковки ножей» прочитали 4732 раз(а)
top-nozhi.ru
Технология Изготовления Дамасской Стали. Проектирование изделий. informatik-m.ru
технология изготовления дамасской сталиСовременная Дамасская Сталь
Источник и вдохновитель: Журнал о холодном оружии полистал
Автор: sharkoster | 29-03- | Холодное оружие | | 9282 просмотра | Пока нет комментариевзагрузка.
По металлической поверхности змеится рисунок. В нем можно угадать и древнюю арабскую вязь, и горячие волны песков, и светлые барашки прибоя, и туманные разводы штормовой пены. Каждый клинок уникален, это понимают не только знатоки. Ведь рисунок на нем – что почерк – и нет другого такого. Почерк мастера кузнечного дела.
Игорь Юрьевич Пампуха – кузнец в третьем поколении. Его дед был военным мастером-оружейником в одной из частей красной армии, отец долгое время работал кузнецом на заводе «Таджикгидроагрегат», и сейчас у него своя кузница в нижегородской области. Игорь Юрьевич родился в Душанбе, там же впервые встал к молоту. Теперь он – известный кузнец, член творческого союза «гильдия мастеров-оружейников». постоянный участник и дипломант международных выставок «клинок», «оружие и охота», «охота и рыбалка на Руси».
. Сквозь легкую непогоду приходящей осени пробиваются лучи еще по-летнему жаркого солнца. Входим в современную кузницу: повсюду холодно поблескивает металл инструмента и заготовок. «сейчас здесь будет жарко, – уверяет кузнец, улыбаясь сквозь усы. – я вам покажу, как делают наиболее простой – штемпельный дамаск. Конечно, не с «нуля», а от момента уже сваренного многослойного пакета, иначе вам пришлось бы провести в кузнице целый день». Уверенной рукой мастер насыпает кокс. И вот он уже в печи. Вскоре от раскрасневшейся массы начинает идти тепло. Кусок металла не кажется чем-то особенным. Пытаемся угадать, что же получится.
Дамаск? Булат? Вот в чем вопрос!
Дамаск и булат часто путают. В древности высоко ценилась индийская сталь, которую можно было купить в Дамаске, ставшем центром оружейной торговли в эпоху Александра Македонского. Однако происхождение стали на дамасском базаре зачастую было трудно выяснить, поэтому называли «Дамаском» практически все приобретенное там оружие.
Историки металлургии различают «чистый Дамаск» – старую индийскую литую узорчатую сталь, и «сварной Дамаск» или новую «дамасскую сталь». «Чистый Дамаск», который более известен под русским названием «булат», упругий и очень твердый материал. Заточенное лезвие булатного клинка может долго сохранять остроту.
«Сварной Дамаск» (современная дамасская сталь ) или, как его еще называют, «сварной булат» уступает настоящему литому булату в твердости, но качество клинков из Дамаска выше, чем из обычной стали. Способ получения дамасской стали, скорей всего, изобрели случайно. Раньше оставшиеся отсечки, обрезки (металл ведь был в дефиците, ничего не выбрасывали) – все вместе собирали и варили сталь для ножей и инструментов. Однажды кто-то увидел, что получается красивый узор, да и качество металла становится заметно лучше, и стали складывать куски специально.
Известно, что само железо не обладает достаточной твердостью, она появляется в его сплавах с углеродом и легирующими добавками. В те времена углеродистой стали как таковой не было, но в зависимости от руды на молекулярном уровне исходный металл содержал какое-то количество хрома, молибдена или других элементов. В результате ковки сталь получалась лучше или хуже, но содержание углерода все равно оставалось недостаточным. Для улучшения свойств металла слои многократно перекладывали, нагревали на огне, закаливали, благодаря чему сталь приобретала необходимую прочность и твердость.
Сегодня кузнецы работают с готовым металлом. В современных марках сталей содержание углерода и легирующих элементов определено (в толще нашего пакета углерода примерно 0,8%, а также присутствуют молибден, хром и никель, которые дают хорошую структуру). Поэтому нет необходимости в некоторых трудоемких операциях. Но все-таки, если сравнивать старинную технологию и нашу – принцип остался тот же, только материалы разные.
Рецепт булата только на первый взгляд прост: обмазывают тигель глиной, внутрь загружают куски разного металла, закрывают крышкой диаметром чуть больше, снова обмазывают глиной. Затем сверху наносится еще одна термостойкая обмазка. Тигель ставят в печь на 5,5-б ч (часа четыре идет набор нужной температуры и около двух часов – плавка). Получается слиток – это и есть кристалл сверхтвердой структуры. Потом отрезают слитку «голову» и нижнюю часть и расковывают. На самом деле, все гораздо сложнее. Можно долго отливать, а потом окажется, что вышло с трещиной, и все старания напрасны.
В изготовлении дамасской стали свои секреты. При изготовлении штемпельного Дамаска уходит 1-1,5 ч на проковку и примерно столько же – на заготовку. В сложных дамасках – только 3-4 дня на то, чтобы собрать и сварить пакет. Мозаичный Дамаск делают из слоев разной структуры – скрученной, слоистой, выложенной в определенном порядке. Скручивают в обычных тисках в горячем состоянии. Слои нужно тщательно складывать. По режущим свойствам мозаичный и штемпельный Дамаск практически не отличаются, хотя цена у них разная.
Есть ли «формулы» булата и Дамаска? Знать их – это одно, а вот научиться применять на практике – совсем другое. Надо уметь сделать металл таким, чтобы он обладал высокими режущими свойствами – был рабочим материалом. А чтобы он работал – надо правильно отковать, правильно отрезать, правильно закалить, правильно отпустить, правильно заточить. Вот, к примеру, медицинская сталь: ошибка в 10°С при термообработке дает совершенно другой материал – нужно четко выдерживать весь технологический процесс. А это трудно сделать, если нет опыта.
Чтобы определить качество клинка, надо отдать его в работу. Если целый день резать что-нибудь твердое, клинок из Дамаска сядет примерно до обеда, а из булата – где-нибудь к вечеру. И его тоже придется точить. В технике заточки свои секреты: можно заточить так, что клинок будет резать волос на лету.
Задача кузнеца – сделать клинок, а оформить рукоять, ножны – как уже душа заказчика пожелает. Сейчас в почете красивые дорогие клинки – иметь такой у себя дома престижно. Но можно и веревкой обмотать ручку – это все равно будет нож -обычный рабочий, которым можно резать.
Изготовление Дамасской Стали в картинках
Дамасская сталь

Дамаск — древнейший город на Ближнем Востоке. На рынках города продавалось лучшее оружие, чеканка, самые дорогие ткани, редкостные пряности. И хотя сам Дамаск никогда не славился кузнечным делом и мастерами, от его имени произошло название дамасской стали, овеянной легендами и мифами. Как считают исследователи, это может быть связано с обширным рынком, на котором продавались большинство узорчатых клинков, произведенных в Сирии, Персии и Индии или же из-за сходства рисунка поверхности клинков с узорами дамасских тканей. Как бы то ни было термин «дамасская сталь» получил довольно широкое распространение.
Существовало много способов изготовления узорчатых клинков. Например, скручивали в виде каната полосы или куски проволоки, имеющие различное содержание углерода и потому разную твердость. Такая «плетенка» проковывалась, а точнее, сваривалась под молотом после нагревания. Поскольку куски были разного состава, на клинке при травлении проявлялся узор. Варьируя способы сплетения проволоки или полос, можно было получить различные узоры на поверхности клинка.
Оружие, приготовленное этим и подобными способами получило название «наварной дамаск». Последнее время «наварной дамаск» чаще всего называют сварочным булатом. Настоящий сварочный булат отличался особенно красивым, строго повторяющимся по длине клинка, цветным извилистым узором.

Есть предположение, что способ изготовления сварочного булата мог возникнуть случайно: из-за отсутствия нового материала мастера часто сваривали старые куски железа. Это со временем и могло привести к способу получения сварных клинков.
Изобретатели холодного оружия из сварочного булата быстро обнаружили, что, хотя его качество и уступает оружию из настоящего булата, но является несравненно более высоким, чем качество клинков из обычной стали. Поэтому ножи, кинжалы и сабли из сварочного булата также ценились очень высоко.
Известны и другие способы приготовления сварочного булата. Один из них заключался в том, что полосу сваривали из 20 слоев более твердой и более мягкой стали, расположенных различным образом в зависимости от цели употребления изделия, после чего полосу перегибали и сваривали вторично 40 слоев, еще перегибали и сваривали 80 слоев, еще раз перегибали и сваривали 160 слоев, и еще раз перегибали и сваривали 320 слоев! После вытяжки из нее делали заготовки для клинка. Если такой клинок нагреть и быстро охладить, то более твердые стальные слои становятся отчетливо видны на поверхности мягкого железа, образуя характерный древовидный рисунок, Специальной ковкой, последующей шлифовкой и травкой добивались «коленчатого» узора.
В более поздние времена из сварочных булатов на Востоке особенно ценился амузгинский, представлявший собой крупнорисунчатую дамасскую сталь. Клинок изготовляли следующим образом. Брали три пластины: одну из среднеуглеродистой «крепкой» стали, так называемой «антушки», вторую — из низкоуглеродистой и «мягкой» стали («дугалалы») и третью — из высокоуглеродистой «очень крепкой» стали («альхана»). Из каждой пластины вначале выковывались тонкие полосы, после чего они сваривались. Обычно из сварочных полос выковывали четырехгранный стальной стержень, который затем вытягивался и уплощался. Из такой заготовки выходило два клинка.

Производство сварочного булата было самостоятельным промыслом со своими секретами и традициями. Очень трудно сварить полосы или проволоки разнородной стали в один цельный кусок, получить определенный узор, да еще обеспечить твердость, гибкость и остроту выкованному клинку. Дело в том, что после нагрева в горне полосы стали или проволоки поверхность металла окисляется, и пленка окислов препятствует его сварке. Чтобы сварка происходила, надо очень точно выдерживать температуру и удалять окислы с поверхности стали. Способы удаления окислов, температура сварки, скорость ковки, порядок соединения полос с различным содержанием углерода и составляли, очевидно, главные секреты мастеров, делавших оружие из сварочного булата.
Недаром в имеющихся описаниях изготовления амизгинского сварочного Дамаска обычно говорится, что, когда наступала пора сваривать пластины, мастер выгонял всех из кузницы, тщательно оберегая тайну порядка соединения пластин и способа их сварки. Если же мастер допускал посторонних, то применял такие приемы, которые отвлекали любопытных: совершал над полосой самые необыкновенные ритуалы, например, посыпал полосу пеплом заживо сожженного животного или другими неведомыми опилками и порошками. Между тем главный предмет тайны составляли, по всей вероятности, порошки, которые применялись для сварки в качестве флюсов.
Теперь совершенно понятно, что это были флюсы, которые, с одной стороны, имели достаточно низкую температуру плавления, были жидкотекучи и легко выдавливались под молотом, а с другой — быстро растворяли окислы железа, обнажая чистую поверхность металла, необходимую для сварки. Мастера использовали разные флюсующие порошки, но каждый свято хранил в секрете состав «камней», им применяемый
Сегодня из дамасской стали производятся охотничьи ножи, наборы кухонных ножей. перочинные ножи, складные и многие другие их разновидности. Времена, когда такие ножи были уделом коллекционеров, канули в лету. Они должны быть постоянно в ходу, так как ухаживать за углеродной сталью, стоящей в шкафу, сложнее, так как с появлением нержавеющей стали, умение заботы о других видах постепенно ушло. Но, тем не менее, настоящий дамасский нож надолго сохранит свою остроту и режущие качества, не требуя постоянного затачивания.



Статья предоставлена интернет магазином ножей — rezat.ru: продажа ножей лучших фирм, дамасские ножи .
Источники: http://militaryreview.su/59-sovremennaya-damasskaya-stal.html, http://techvesti.ru/node/3348
Комментариев пока нет!
informatik-m.ru