
Её сиятельство Гильза / Хабр
«Есть многое на свете, друг Горацио, что и не снилось нашим мудрецам». У Вильяма нашего Шекспира эта фраза подразумевала различную паранормальщину, вроде тени отца Гамлета, намекавшей на совершение ряда тяжких преступлений, но если внимательно присмотреться, то и появление многих привычных нам вещей тоже представляется многим людям магией. И совсем необязательно это Большой Адронный Коллайдер, желанная, но дефицитная игровая видеокарта или 8К-телевизор от Самсунга. Это может быть гораздо более простая вещь – например, патрон. Пистолетный, винтовочный, револьверный – неважно. Патрон является вроде бы и мелким, но очень важным персонажем в мировой военной истории. Мы читаем про дефицит патронов в Российской Императорской Армии и ужасаемся ему. А потом со сходными чувствами – про винтовку с пятью патронами на человека в РККА. Или истории про отказ в приёме на вооружение автоматических образцов, потому что расход патронов будет излишне велик.
При этом само производство патронов обычно остаётся за кадром. Ну как-то их там делают, причём миллионами и миллиардами. Магия, да и только. А где магия, там и мифы, вроде самого живучего – про диаметр советских папирос и макарон, равный 7.62 мм, что якобы позволяет развернуть производство патронов на любой макаронной фабрике за два часа.Итак, говорить будем про унитарный патрон в металлической гильзе.
С позапрошлого века мало что изменилось
Всяческие гладкоствольные патроны в бумажных папковых и пластиковых гильзах не трогаем, это отдельная тема, имеющая отношение в основном к истории охотничьего оружия, а не к военной тематике. Унитарный он потому, что в одном изделии сразу содержатся метаемый снаряд (обычно пуля), метательный заряд (порох) и запал (капсюль).
Были и менее очевидные моменты: металлическая гильза позволила кратно увеличить давление пороховых газов в патроннике, отсюда рост начальных скоростей пули и возможность применять бездымные пороха, следовательно, большая дальность стрельбы и сама стрельба более зрячая. Возможность перезаряжаться в любом положении позволила армиям эффективнее закапываться в землю, больше стрелять лёжа и из укрытий; с укрытием желательно сливаться, а значит, нужен камуфляж; камуфлированную армию визуально уже не видно, а значит, надо развивать связь.
Сегодня поговорим про самую крупную деталь – гильзу. Многим они хорошо знакомы с детства. Зачастую это первый предмет, непосредственно связанный с оружием, который попадает в руки мелкого пацана. Разного размера, разной формы, разных цветов, причём вся эта разница не на пустом месте появляется. Деталька вроде бы простенькая, но производство гильзы на самом деле весьма сложно. Ключевой момент – все миллионы производимых гильз для армейского оружия должны укладываться в очень строгие допуски. Слишком короткая гильза – ударник не достанет до капсюля и случится осечка.
Далее – материал гильзы. Самый лучший вариант известен уже давно – это латунь. Прочная, пластичная, легко обрабатывается, хорошо держит давление – в общем, всем хороший материал, только вот есть пара недостатков: требует больших затрат цветных металлов, ну и дорогая это зараза. Тем не менее, очень долгое время выбора не было, найти замену латуни не получалось.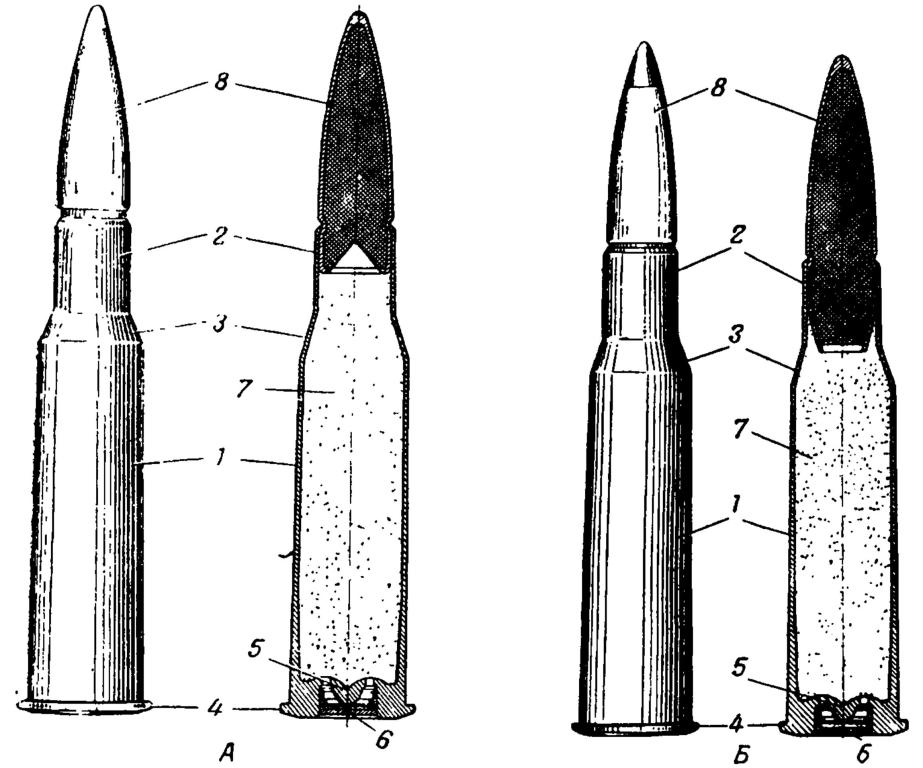 Само собой, никто на токарниках гильзы не точит, их вытягивают из заготовки, придают форму, подрезают, и только в конце идёт токарная обработка и сверление. Вытягивать гильзу из латунного блинчика – это одно, тут можно справиться небольшим прессом чуть ли не настольного класса, в гараже уж точно сделать можно.
Само собой, никто на токарниках гильзы не точит, их вытягивают из заготовки, придают форму, подрезают, и только в конце идёт токарная обработка и сверление. Вытягивать гильзу из латунного блинчика – это одно, тут можно справиться небольшим прессом чуть ли не настольного класса, в гараже уж точно сделать можно.
Сталь же – совсем другое дело, тут оборудование нужно более серьёзное, да и с самой сталью всё гораздо сложнее, какая попало сыромятина не подойдёт, нужны специальные сорта, дающие оптимальное сочетание пластичности и прочности. Советские технологи очень долго бились над решением этой задачи и смогли её всё-таки решить – именно СССР первым освоил массовое производство стальных гильз. Кроме оборудования и материала, пришлось преодолевать трудности с выбором покрытия. Латунную гильзу ничем покрывать не надо, она мягкая, и трением латунь по стали в паре гильза-патронник можно пренебречь, максимум латунные гильзы иногда никелируют, а вот сталь по стали – это уже не дело. В ход идут и плакирование (покрытие стали тонким слоем латуни с получением так называемого биметалла, проще говоря – бутерброда из двух материалов), и лакирование, и оцинковка, и покрытие полимером. В основном используется лак, из-за этого отечественные армейские гильзы чаще всего зелёные.
В ход идут и плакирование (покрытие стали тонким слоем латуни с получением так называемого биметалла, проще говоря – бутерброда из двух материалов), и лакирование, и оцинковка, и покрытие полимером. В основном используется лак, из-за этого отечественные армейские гильзы чаще всего зелёные.
Так рождается гильза патрона 7.62х39
Если со сталью столько возни, то зачем она тогда вообще нужна? Ответ простой – цена и доступность материала. Для производства гильз не нужен дефицитный цветмет, только сталь – соответственно, цена каждой гильзы получается копеечная. Платить за это приходится очень сложным и дорогим оборудованием патронных заводов, сложным процессом освоения изделия и, соответственно, необходимостью больших объёмов производства, чтобы это всё стало рентабельным. Поэтому почти все советские патронные заводы были очень крупными предприятиями. В этом вообще очень хорошо прослеживается разница между советской и американской инженерными школами: первая предпочитает более простое финальное изделие, вторая – производство более простых деталей на промежуточных этапах.
При этом полностью отказаться от латуни СССР тоже не смог. Во-первых, требования к массовости производства стальных изделий не подходили для огромного количества спецпатронов – малошумных, бесшумных, подводных, просто экспериментальных. Во-вторых, пластичность латуни даёт не только удобство производства, но и равномерность усилия распуливания. Мягкая латунька держит пулю более единообразно, а это положительно сказывается на точности стрельбы. Для валового автоматного или пулемётного патрона и сталь отлично подходит, а вот снайперам точность лишней не бывает. Именно поэтому патроны для пулемёта ПКМ идут в биметаллической гильзе, а вот для винтовки СВД – в латунной, и имеют отдельную маркировку «Снайперские».
Американские полимерные эксперименты
В СССР проводились также эксперименты с алюминиевыми гильзами, но дальше экспериментальных партий дело не пошло. Более перспективным в настоящее время является идея полимерной гильзы, но это производство точно не будет простым из-за очень высоких требований к качеству пластика. Насколько идея взлетит – увидим в ближайшие годы, ну а пока балом правят сталь и латунь. При этом и производство латунной гильзы тоже нельзя назвать очень уж простым процессом, поэтому очень многие фирмы покупают готовые гильзы у крупных производителей и просто ставят на них свои клейма. Достаточно посмотреть любой американский сайт, на котором продаются патроны и компоненты. Готовые патроны продают чуть ли не сотни контор, а вот список производителей гильз укладывается в десяток-полтора.
Такой вот непростой оказывается простая на первый взгляд деталька.
Автор: Роман Воронов
Купить VDS-хостинг с быстрыми NVMе-дисками и посуточной оплатой у хостинга Маклауд.
Гильзы артиллерийские — Механический завод, г.Орск
Противопожарное направление
Номенклатура изделий чрезвычайно широка: это гильзы калибров от 75 мм до 152 мм. Высокое качество выпускаемой продукции традиционно для предприятия. Продукция продолжает изготавливаться не только по заказу нашей страны, но и для поставок за границы России.
Гильзы артиллерийские калибрами 75…152мм
|
Калибр (мм) |
Вес (кг) |
Материал |
L (мм) |
Dфланца (мм) |
Dдульца (мм) |
|
100 |
8,5 ± 0,3 |
Латунь |
695 |
147,5 |
100 |
|
130 |
8,9 ± 0,3 |
Сталь |
773 |
179,96 |
134,5 |
|
100 |
6,0 ± 0,3 |
Сталь |
695 |
147,46 |
100 |
|
100 |
1,96 ± 0,3 |
Сталь |
193 |
114,96 |
102,5 |
|
100 |
5,6 ± 0,3 |
Сталь |
607 |
149,96 |
103,4 |
|
75 |
0,396 ± 0,02 |
Сталь |
102 |
83 |
64 |
|
100 |
8,1 ± 0,3 |
Сталь |
913 |
147,46 |
100 |
|
152 |
4,63 ± 0,2 |
Латунь |
305 |
167,7 |
155,05 |
|
125 |
3,4 ± 0,15 |
Сталь |
140 |
171,96 |
156,1 |
|
125 |
3,38 ± 0,15 |
Сталь |
140 |
171,96 |
156,1 |
|
125 |
2,6 ± 0,2 |
Сталь |
145 |
171,96 |
141,6 |
|
122 |
|
Сталь |
447 |
147,46 |
125,2 |
|
152 |
4,3 ± 0,2 |
Сталь |
315 |
167,7 |
154,72 |
|
122 |
3,15 ± 0,15 |
Латунь |
285 |
137,2 |
124,37 |
|
152 |
7,5 ± 0,35 |
Латунь |
547,5 |
170,2 |
154 |
|
130 |
11,35 ± 0,4 |
Латунь |
846 |
185 |
143,33 |
|
122 |
3,66 ± 0,18 |
Сталь |
447 |
147,46 |
125,2 |
|
152 |
14,1 ± 0,07 |
Латунь |
857 |
224 |
190 |
Гильзы артиллерийские калибр 105
|
Калибр (мм) |
Вес (кг) |
Материал |
L (мм) |
Dфланца (мм) |
Dдульца (мм) |
|
105 |
3,72 |
Сталь |
529,1 |
121,3 |
107,2 |
|
105 |
2,57 |
Латунь |
371,86 |
119,13 |
107,31 |
|
105 |
2,35 |
Сталь |
371,86 |
119,13 |
107,31 |
|
100 |
2,159 |
Латунь |
352,3 |
102 |
92,1max |
|
105 |
5,9 |
Сталь |
608,8 |
147,1 |
107,2 |
|
105 |
5,9 |
Сталь |
617,47 |
147,1 |
110,95 |
|
105 |
6,43 |
Латунь |
617,47 |
147,1 |
110,95 |
Работники предприятия принимали участие в строительстве и оснащении производства гильз в ряде зарубежных стран. Успешно и в короткие сроки коллектив завода сумел освоить производство гильз по мировым стандартам качества.
Успешно и в короткие сроки коллектив завода сумел освоить производство гильз по мировым стандартам качества.
Мы готовы быстро и с высоким качеством освоить новый вид продукции в соответствии с требованиями заказчика. АО «Механический завод» является единственным крупносерийным предприятием по выпуску всей номенклатуры артиллерийских гильз.
какие патроны лучше для выживания?
Латунь и сталь – материалы, которые чаще всего используются при производстве гильз патронов. Но что лучше в контексте долгосрочного выживания — латунная гильза или стальная? Попробуем разобраться.
Содержание статьи
Автор — Ryan Dotson
Создаётся впечатление, что у каждого человека, интересующегося искусством выживания, есть своё «единственно-правильное» мнение по любому вопросу.
Особенно это касается огнестрельного оружия и всего, что с ним связано. И я это точно знаю, так как накатал немало статей о различных видах огнестрела и боеприпасов к нему, сравнивая их между собой. И под каждой статьёй в комментариях всегда находилась как куча искренних поклонников какого-то одного вида, так и не менее многочисленные его ненавистники.
И под каждой статьёй в комментариях всегда находилась как куча искренних поклонников какого-то одного вида, так и не менее многочисленные его ненавистники.
Спор о том, какие гильзы лучше – латунные или стальные – как раз один из таких случаев. Да, оба варианта можно найти как в интернете, так и в оружейных магазинах, но какой из них больше подойдёт под нужды типичного выживальщика? Имейте в виду, что мы тут будем рассматривать не только краткосрочные, а долгосрочные эффекты.
Так что сейчас мы поговорим о конкретных плюсах и минусах каждого вида гильз с точки зрения их полезности в деле выживания.
Латунная гильза VS стальная гильза — основные аргументы
Давайте рассмотрим, для начала, наиболее распространенные аргументы каждой стороны, участвующей в этом споре. Итак.
Латунная гильза, как правило, обеспечивает более качественную обтюрацию, нежели стальная. Что означает, что пороховых газов, прорвавшихся через патронник в ствольную коробку, будет меньше. А всё потому, что латунь гнётся и расширяется лучше, так что, в отличие от жесткой стали, плотнее прилегает к поверхности патронника и лучше герметизирует канал ствола. В патронник и ствольную коробку поступит меньше газа и сгоревших частиц, так что оружие дольше будет оставаться чистым.
А всё потому, что латунь гнётся и расширяется лучше, так что, в отличие от жесткой стали, плотнее прилегает к поверхности патронника и лучше герметизирует канал ствола. В патронник и ствольную коробку поступит меньше газа и сгоревших частиц, так что оружие дольше будет оставаться чистым.
Стальная гильза дешевле, но пропускает больше пороховых газов в патронник, следовательно оружие будет активнее загрязняться. И на его чистку уйдёт дополнительное время и ресурсы. Если же вы не сможете очистить его вовремя, то скопление гари может привести к неисправности. Стоит ли этот риск экономии на стальных гильзах?
Теперь рассмотрим другие аспекты использования.
Разрыв латунной гильзы
Большинство оружия, которое мы знаем и любим, использует патроны с прямыми стенками гильз, извлечение которых из патронника не вызывает особых проблем. Однако также существуют и особые «переделанные» под работу с такими патронами АК и FAL. И вот с ними начинаются сложности.
Если такое оружие должным образом не отрегулировать, оно может банально разорвать гильзу во время экстракции — латунь такого, увы, не выдерживает. А вот сталь – может.
А вот сталь – может.
Как правило, огнестрельное оружие с коротким и агрессивным извлечением стреляных гильз более склонно рвать латунные гильзы, чем то, в котором цикл экстракции занимает больше времени. Проще говоря, у оружия со свободным затвором, типа FAMAS, будет больше проблем, чем у какой-нибудь AR.
Но в большинстве случаев, что латунные, что стальные патроны демонстрируют примерно одинаковое поведение, независимо от того, в каком оружии используются. Вам может понадобиться отстрелять до нескольких тысяч выстрелов, прежде чем вы заметите разницу в их поведении. Так что тем, кто выбирается на стрельбище от силы раз в месяц, опасаться нечего – разницы в процессе использования не будет.
Однако мы говорим о среднестатистическом выживальщике, который довольно часто использует своё оружие. И которому необходимо, чтобы каждый раз оно срабатывало безупречно.
Застревание стальной гильзы
Стальные гильзы с меньшей вероятностью порвутся в процессе использования, но из-за своей прочности, могут заклинить механизм. И из-за той же прочности, у вас могут возникнуть проблемы с экстракцией гильзы из патронника. Вплоть до таких, что придётся прибегать к услугам оружейника. Что для выживальщика, мягко говоря, неприятно.
И из-за той же прочности, у вас могут возникнуть проблемы с экстракцией гильзы из патронника. Вплоть до таких, что придётся прибегать к услугам оружейника. Что для выживальщика, мягко говоря, неприятно.
Качество и точность
Некоторые активные пользователи огнестрельного оружия утверждают, что стальные гильзы в целом более низкого качества, что приводит к менее точным выстрелам. Так это или нет – не известно. Но если и так, то уж точно не потому, что так изначально и задумывалось. Скорее – ошибки при производстве, заводской брак и т.д, а не изначальный дефект при планировании.
Увы, стальные гильзы продаются по более низкой цене, что не может не отображаться на их качестве. Но вы точно также может отыскать что-то одновременно и дешевое, и качественное, хотя на это и уйдёт некоторое время.
В любом случае, нет никаких доказательств, что патроны с латунной гильзой точнее патронов с гильзой стальной.
Стоимость
Тут всё просто. Стальные гильзы, как правило, дешевле, чем аналогичные из латуни. А всё потому, что при их производстве можно использовать менее строгие спецификации. Так что при сравнительном анализе прямо на месте – возле полки с патронами в оружейном магазине, разница в цене выглядит ощутимой.
А всё потому, что при их производстве можно использовать менее строгие спецификации. Так что при сравнительном анализе прямо на месте – возле полки с патронами в оружейном магазине, разница в цене выглядит ощутимой.
Релоадинг
Пожалуй, один из важнейших факторов с точки зрения выживальщика — релоадинг (переснаряжение патронов). Тут просто. Латунную гильзу можно безопасно использовать повторно, а стальную – нет. При этом нужно помнить, что в рамках “подготовки к неприятностям” приходится очень много стрелять, чтобы выработать устойчивый навык обращения с оружием. И это довольно дорого. Однако релоадинг латунных гильз позволяет значительно сэкономить.
Полевые испытания
Я недавно читал о конкретном тесте разницы между латунными и стальными гильзами. Сравнивались стандартные патроны, каждый был отстрелян 10 тысяч раз.
По итогам AR-15, в которой использовались патроны с гильзами из латуни, не заклинило и не заело ни разу, а AK-47 под стальные гильзы произвёл только 99,85 процентов успешных выстрелов.
Вот только для обычного стрелка эта разница, мягко говоря, незаметна на практике.
Итак, латунная гильза или стальная?
Как и в большинстве вопросов, касающихся выживания, однозначного ответа тут нет. Если вы планируете активно практиковать релоадинг, то только латунная гильза. Если нет – нужно оценивать другие параметры.
Если вы стреляете из оружия «западного» образца и не сильно стеснены в средствах – выбирайте латунь. Если из «восточного» — сталь. Если мало денег и хочется сэкономить вот прям сейчас – тоже сталь.
Вот только учтите, что вам не нужно принимать окончательного и однозначного решения. Возможно вам просто стоит обзавестись коробкой того и коробкой того, и на личном опыте проверить – что именно подойдёт вам. Сами посмотрите и на точность, и на отдачу, и на количество выбросов, и на риск заклинивания, и на повреждения гильз в процессе.
Оригинальная статья — Brass vs Steel Ammo. Which Is Better For Preppers?
Страница не найдена
Выберите категорию:
Все
Арбалеты и Луки
» Арбалеты
»» Арбалеты блочные
»» Арбалеты рекурсивные
»» Арбалеты-пистолеты
» Луки
»» Луки Блочные
»» Луки Классические
»» Луки Детские
» Рогатки и духовые трубки
»» Рогатки
»» Аксессуары для рогаток
»» Духовые трубки
» Аксессуары
»» Аксессуары для Арбалетов
»»» Плечи для Арбалетов
»»» Тетивы и тросы
»»» Чехлы, кейсы и ремни для Арбалетов
»»» Прицелы для Арбалетов
»»» Прочие аксессуары
»» Аксессуары для Луков
»»» Плечи для лука
»»» Тетивы для Лука
»»» Стабилизаторы и виброгасители
»»» Краги
»»» Релизы, Напальчники и перчатки
»»» Полочки
»»» Прицелы для Лука
»»» Чехлы Колчаны и Киверы
»»» Прочие аксессуары для Луков
»» Колчаны и киверы
»» Щиты и Мишени
»» Боуфишинг/Bowfishing
» Стрелы
»» Арбалетные стрелы
»» Лучные стрелы
»» Аксессуары для стрел
»»» Наконечники
»»» Инсерты
»»» Хвостовики
»»» Оперение
»»» Прочее
Пневматика
» Пистолеты и Винтовки
»» Пистолеты пневматические
»» Винтовки пневматические
»» Borner
»» Crosman
»» Gletcher
»» Gunter
»» Hatsan
»» Umarex
»» Байкал Ижевск
»» Blow
»» Retay (Турция)
» Пули, Шарики и Баллончики
»» Пули для пневматики
»» Шарики BB для пневматики
»» Баллончик CO2
» Аксессуары и ЗИП для пневматики
»» Пружины витые и газовые
»» Запасные магазины
»» ЗИП
»» Кобуры, чехлы и кейсы
»» Мишени, тиры и пулеулавливатели
»» Чистка и смазка оружия
Оптика
» Бинокли и Монокуляры
» Прицелы оптические и коллиматорные
»» Оптические прицелы
»» Коллиматорные прицелы
» ЛЦУ и Патроны холодной пристрелки
» Крепления для прицелов
»» Кольца
»» Моноблоки
»» Боковые кронштейны
»» Базы и планки
»» Крепления для подствольных фонарей
» Аксессуары для оптики
» Лупы и линзы
Ножи
» Ножи складные
»» Автоматические с кнопкой
»» Выкидные полуавтоматические ножи
»» Ручного складывания
»» Балисонги (бабочки)
» Ножи нескладные
»» Ножи нескладные Ножемир
»» Ножи нескладные Marser
»» Ножи нескладные г. Ворсма
»» Ножи нескладные Кизляр
»» Ножи нескладные разных производителей
»» Ножи Керамбит
» Ножи метательные
» Мультитулы и инструменты
» Мачете
» Топоры
» Приспособления для заточки
» Чехлы и ножны
» Ножи ручной работы
» Фляжки и подарочные наборы
Гранаты, Сигнал и Самооборона
» Средства для сигнала и самообороны
» Гранаты страйкбольные
» Электрошокеры от собак
» Аэрозольные средства защиты
Охота
» Снаряжение патронов
»» Гильза
»» Дробь, картечь и пули
»» Пыжи и прокладки
»» Контейнеры для патронов
»» Весы
»» Приспособления для снаряжения
» Маскировка
» Манки и приманки
»» Манки
»» Аксессуары для манков
»» Приманки
»» Манки электронные
» Мишени
» Чистка и смазка оружия
»» Наборы для чистки и ерши
»» Оружейная химия
» Кобуры, чехлы и кейсы
» Аксессуары и ЗИП
» Ружья подводные
Рыбалка
» Троллинговая рыбалка
»» Блесна и каракатицы
»» Даунриггеры и аксессуары
»» Флешера
» Ружья для подводной охоты
» Боуфишинг/Bowfishing
» Рыболовные принадлежности
»» Инструменты
»» Химия, средства ухода
»» Оснастка
»»» Кембрики и стопора
»»» Поводки
»»» Попловки
»»» Трубка обжимная (термоусадочная)
»»» Мотовило
»»» Резинка рыболовная
»» Питомзы
»» Сигнализаторы, индикаторы поклевки
»» Якоря
»» Кормушки
» Удочки, Удилища, Спиннинги
» Катушки
» Зимняя Рыбалка
»» Ледобуры
»» Удочки и махалки
» Вязания нахлыстовых мушек
»» Аксессуары для вязания
»» Нити и волокна для вязания мушек
» Блесна, Прикормки и приманки
»» Мобискин
»» Блесна летние
»» Воблеры и попперы
»» Мухи и швабры
»» Приманки поролоновые
»» Силиконовые приманки
»»» Октопусы
»»» Твистеры
»»» Виброхвосты
»»» Лягушки
»» Прикормки, насадки и ароматизаторы
»» Кальмарницы
» Грузила
»» Груз капля и олива
»» Груз Чебурашка
»» Груз круг и треугольник
»» Груз с шестиком
»» Груза разные
» Крючки, карабины, вертлюги, кольца
»» Вертлюги, Карабины и застежки
»» Заводные кольца
»» Крючки
»»» Крючки Другие
»»» Крючки Mustad (Норвегия)
»»» Крючки Gurza
»»» Крючки Maruto
»»» Крючки Metsui
»»» Крючки Корея NoName
» Лески и шнуры
» Аксессуары для лодок
» Ружья подводные
» Снасти
»» Самодуры
»» Поводки
»» Снасти на Камбалу
»» Снасти на Красноперку
»» Снасти на Карася, Сазана, Карпа
»» Краболовки
» Ящики, коробочки, кейсы и чехлы
Туризм
» Рюкзаки и Сумки
» Компасы
» Коврики и сидушки
» Спальные мешки
» Мангалы и Коптильни
» Средства для розжига
» Мебель туристическая
» Термосумки и холодильники
» Газ, горелки и плиты
» Посуда туристическая
» Термосы
» Маски, Трубки и ласты
» Репелленты
Одежда и Обувь
» Одежда
» Перчатки и варежки
» Головные уборы
» Носки
» Аксессуары для обуви
» Обувь
Электроника
» Радиостанции и аксессуары
» Элементы питания
» Фонари
» Фонари подствольные
» Электрошокеры от собак
Подарочные карты
Ворсма
»» Ножи нескладные Кизляр
»» Ножи нескладные разных производителей
»» Ножи Керамбит
» Ножи метательные
» Мультитулы и инструменты
» Мачете
» Топоры
» Приспособления для заточки
» Чехлы и ножны
» Ножи ручной работы
» Фляжки и подарочные наборы
Гранаты, Сигнал и Самооборона
» Средства для сигнала и самообороны
» Гранаты страйкбольные
» Электрошокеры от собак
» Аэрозольные средства защиты
Охота
» Снаряжение патронов
»» Гильза
»» Дробь, картечь и пули
»» Пыжи и прокладки
»» Контейнеры для патронов
»» Весы
»» Приспособления для снаряжения
» Маскировка
» Манки и приманки
»» Манки
»» Аксессуары для манков
»» Приманки
»» Манки электронные
» Мишени
» Чистка и смазка оружия
»» Наборы для чистки и ерши
»» Оружейная химия
» Кобуры, чехлы и кейсы
» Аксессуары и ЗИП
» Ружья подводные
Рыбалка
» Троллинговая рыбалка
»» Блесна и каракатицы
»» Даунриггеры и аксессуары
»» Флешера
» Ружья для подводной охоты
» Боуфишинг/Bowfishing
» Рыболовные принадлежности
»» Инструменты
»» Химия, средства ухода
»» Оснастка
»»» Кембрики и стопора
»»» Поводки
»»» Попловки
»»» Трубка обжимная (термоусадочная)
»»» Мотовило
»»» Резинка рыболовная
»» Питомзы
»» Сигнализаторы, индикаторы поклевки
»» Якоря
»» Кормушки
» Удочки, Удилища, Спиннинги
» Катушки
» Зимняя Рыбалка
»» Ледобуры
»» Удочки и махалки
» Вязания нахлыстовых мушек
»» Аксессуары для вязания
»» Нити и волокна для вязания мушек
» Блесна, Прикормки и приманки
»» Мобискин
»» Блесна летние
»» Воблеры и попперы
»» Мухи и швабры
»» Приманки поролоновые
»» Силиконовые приманки
»»» Октопусы
»»» Твистеры
»»» Виброхвосты
»»» Лягушки
»» Прикормки, насадки и ароматизаторы
»» Кальмарницы
» Грузила
»» Груз капля и олива
»» Груз Чебурашка
»» Груз круг и треугольник
»» Груз с шестиком
»» Груза разные
» Крючки, карабины, вертлюги, кольца
»» Вертлюги, Карабины и застежки
»» Заводные кольца
»» Крючки
»»» Крючки Другие
»»» Крючки Mustad (Норвегия)
»»» Крючки Gurza
»»» Крючки Maruto
»»» Крючки Metsui
»»» Крючки Корея NoName
» Лески и шнуры
» Аксессуары для лодок
» Ружья подводные
» Снасти
»» Самодуры
»» Поводки
»» Снасти на Камбалу
»» Снасти на Красноперку
»» Снасти на Карася, Сазана, Карпа
»» Краболовки
» Ящики, коробочки, кейсы и чехлы
Туризм
» Рюкзаки и Сумки
» Компасы
» Коврики и сидушки
» Спальные мешки
» Мангалы и Коптильни
» Средства для розжига
» Мебель туристическая
» Термосумки и холодильники
» Газ, горелки и плиты
» Посуда туристическая
» Термосы
» Маски, Трубки и ласты
» Репелленты
Одежда и Обувь
» Одежда
» Перчатки и варежки
» Головные уборы
» Носки
» Аксессуары для обуви
» Обувь
Электроника
» Радиостанции и аксессуары
» Элементы питания
» Фонари
» Фонари подствольные
» Электрошокеры от собак
Подарочные карты
Производитель:
ВсеAkaraAMS Bowfishing (США)Arbogast (США)Archezon (Тайвань)Arhont (Тайвань)ArizonaArmytek (Китай)Atlas Mike’s (США)Avalon (Бельгия)Baiex (г. Ижевск)Bailong (Китай)Barnett (США)Bear Archery (США)Big Hammer (США)BiostalBlowBohning (США)BomberBornerBowmasterBuck Expert (Канада)Buck Gardner (США)BUCK TRAIL (Бельгия)CamelionCarbon Express (США)Cartel (Тайвань)CentershotColl-Fu (Тайвань)Combat (Китай)Combat (Пакистан)Comfort (Россия)Corex (Россия)CrosmanDacron (Тайвань)DAVE Marshall (Россия)Daysy (Япония)Decut (Китай)DesperadoDUO TOTO (Япония)DuracellEaston (США)EK Archery (Poelang)Elong (Китай)EnergizerERAFlex Archery (Испания)GamoGAUTGerberGibbs (Канада)GletcherGobis’Sun (Монголия)GoPowerGPGUNKI (Франция)GunterGurza (Корея)HatsanHayabusa (Япония)HeliosHiter (Россия)Hoppe`s (США)HunterHelp (Россия)Huntex (Россия)InterloperIsolon (Россия)JandaoJpFishingJunxing (Китай)JVD (Нидерланды)KAP (Южная Корея)Kasadaka (Япония)KenwoodKlever — Ballistol (Германия)Knife FishingKosadaka (Япония)Lansky (США)LeapersLucky JohnLucky ViewMainHunterMAM (Португалия)Man KungMankoff (Россия)Marser (Германия)Marushin (Япония)Maruto (Япония)Maxhunter (Россия)MB (Китай)Mechanix Wear (Вьетнам)MegaLine (Италия)Mepps (Франция)MetsuiMisakiMorakniv (Швеция)MottomoMustad (Норвегия)Mystic (Тайланд)Mystic Lures (Япония)NAGOYANavigatorNeo Elements (Россия)Nimar (Италия)Norfin (Норвегия)NorinNorth WayOakley (Вьетнам)Opinel (Франция)PanasonicPatriot (Тайвань)Pinnacle Archery (Корея)PSE (США)Quarta (Китай)RAD (США)RagimRebel (США)Record (Россия)RemingtonRetay (Турция)RWS (Германия)Salmo (Латвия)Sanlida ArcherySaundersSCENDA (Россия)Scotty (Канада)Sebastian Flute (SF) КореяSF Archery W&W (Корея)SightmarkSilver HordeSiweidaSMITH (Япония)SonyStalker (Китай)Steel Will (США)Strike One (Китай)SureCatchT.
Ижевск)Bailong (Китай)Barnett (США)Bear Archery (США)Big Hammer (США)BiostalBlowBohning (США)BomberBornerBowmasterBuck Expert (Канада)Buck Gardner (США)BUCK TRAIL (Бельгия)CamelionCarbon Express (США)Cartel (Тайвань)CentershotColl-Fu (Тайвань)Combat (Китай)Combat (Пакистан)Comfort (Россия)Corex (Россия)CrosmanDacron (Тайвань)DAVE Marshall (Россия)Daysy (Япония)Decut (Китай)DesperadoDUO TOTO (Япония)DuracellEaston (США)EK Archery (Poelang)Elong (Китай)EnergizerERAFlex Archery (Испания)GamoGAUTGerberGibbs (Канада)GletcherGobis’Sun (Монголия)GoPowerGPGUNKI (Франция)GunterGurza (Корея)HatsanHayabusa (Япония)HeliosHiter (Россия)Hoppe`s (США)HunterHelp (Россия)Huntex (Россия)InterloperIsolon (Россия)JandaoJpFishingJunxing (Китай)JVD (Нидерланды)KAP (Южная Корея)Kasadaka (Япония)KenwoodKlever — Ballistol (Германия)Knife FishingKosadaka (Япония)Lansky (США)LeapersLucky JohnLucky ViewMainHunterMAM (Португалия)Man KungMankoff (Россия)Marser (Германия)Marushin (Япония)Maruto (Япония)Maxhunter (Россия)MB (Китай)Mechanix Wear (Вьетнам)MegaLine (Италия)Mepps (Франция)MetsuiMisakiMorakniv (Швеция)MottomoMustad (Норвегия)Mystic (Тайланд)Mystic Lures (Япония)NAGOYANavigatorNeo Elements (Россия)Nimar (Италия)Norfin (Норвегия)NorinNorth WayOakley (Вьетнам)Opinel (Франция)PanasonicPatriot (Тайвань)Pinnacle Archery (Корея)PSE (США)Quarta (Китай)RAD (США)RagimRebel (США)Record (Россия)RemingtonRetay (Турция)RWS (Германия)Salmo (Латвия)Sanlida ArcherySaundersSCENDA (Россия)Scotty (Канада)Sebastian Flute (SF) КореяSF Archery W&W (Корея)SightmarkSilver HordeSiweidaSMITH (Япония)SonyStalker (Китай)Steel Will (США)Strike One (Китай)SureCatchT. R.U. Ball (США)TAG innovation (Россия)TaideaTarget OpticTarget Shot (Китай)Toho (Япония)Topoint (США)Tourist (Китай)Trabucco (Италия)TrampTrophy Ridge (США)UltraflashUMAREXURSUS (Россия)VadoVartaVeberViking Nordway (Китай)WaltherWeifang (Тайвань)Williamson Lures (США)Yukon (Белоруссия)ZOSА+А (г. Тула)АО «ПО «Электроприбор»АрктикаАрмСиб (Россия)Арсенал (г. Ижевск)БайкалБеркутБиофон (Россия)Булат (г. Ворсма)Веряскин и Ко (г. Ворсма)Витязь (Россия)ВоенохотВОМЗВыстрел (Россия)г. ВорсмаГлавпатронДерсу (г. Дальнегорск)ЗенитЗлатоустЗолотое Сечение (г. Самара)ИталияКанадаКвинторКЗОРСКизляр (Дагестан)КитайКолумбияКонцерн КалашниковКосмосКрюгер Оптикал (Россия)Люман (Украина)Мастер КлинокМастер-Гарант, г. ВорсмаМастерская Данилова (г. Ворсма)МВЕ (Россия)МЕДТЕХ (г. Ворсма)МЕДТЕХ (ООО «Веряскин и КО»)Миган-2000 (Россия)МонголияНожемирНОКСНПП ТехнохимНПФ АксиомаОбликОблик (Китай)Окнайф (г. Ворсма)ООО «АСК» — ЗАО «Техкрим»ПетровичПИРОСПЕЦЭФФЕКТПрестиж ЗлатоустаПрогрессПромтех (г. Барнаул)Разживин А.А.
R.U. Ball (США)TAG innovation (Россия)TaideaTarget OpticTarget Shot (Китай)Toho (Япония)Topoint (США)Tourist (Китай)Trabucco (Италия)TrampTrophy Ridge (США)UltraflashUMAREXURSUS (Россия)VadoVartaVeberViking Nordway (Китай)WaltherWeifang (Тайвань)Williamson Lures (США)Yukon (Белоруссия)ZOSА+А (г. Тула)АО «ПО «Электроприбор»АрктикаАрмСиб (Россия)Арсенал (г. Ижевск)БайкалБеркутБиофон (Россия)Булат (г. Ворсма)Веряскин и Ко (г. Ворсма)Витязь (Россия)ВоенохотВОМЗВыстрел (Россия)г. ВорсмаГлавпатронДерсу (г. Дальнегорск)ЗенитЗлатоустЗолотое Сечение (г. Самара)ИталияКанадаКвинторКЗОРСКизляр (Дагестан)КитайКолумбияКонцерн КалашниковКосмосКрюгер Оптикал (Россия)Люман (Украина)Мастер КлинокМастер-Гарант, г. ВорсмаМастерская Данилова (г. Ворсма)МВЕ (Россия)МЕДТЕХ (г. Ворсма)МЕДТЕХ (ООО «Веряскин и КО»)Миган-2000 (Россия)МонголияНожемирНОКСНПП ТехнохимНПФ АксиомаОбликОблик (Китай)Окнайф (г. Ворсма)ООО «АСК» — ЗАО «Техкрим»ПетровичПИРОСПЕЦЭФФЕКТПрестиж ЗлатоустаПрогрессПромтех (г. Барнаул)Разживин А.А. (г. Павлово)РоссияРусак (г. Нижний Новгород)СварогСибиарСинтез (г. Ворсма)Следопыт (Китай)СпектрСпецтир МВО (Россия)Сплав (Россия)СШАСэйфети (Россия)Тактика-Тула (Россия)Техкрим (Россия)ТОЗ (Россия)Тонар г. БарнаулТочприборТри Кита (Россия)ТрофиФабрика Баринова (г. Ворсма)Фетис (г. Бийск)ФранцияХольстерХольстер (Россия)ХСН (Россия)Шанс (Россия)ЭРА (Китай)ЭСТ (Россия)Эхоманъ (г. Томск)Южная КореяЯпония
(г. Павлово)РоссияРусак (г. Нижний Новгород)СварогСибиарСинтез (г. Ворсма)Следопыт (Китай)СпектрСпецтир МВО (Россия)Сплав (Россия)СШАСэйфети (Россия)Тактика-Тула (Россия)Техкрим (Россия)ТОЗ (Россия)Тонар г. БарнаулТочприборТри Кита (Россия)ТрофиФабрика Баринова (г. Ворсма)Фетис (г. Бийск)ФранцияХольстерХольстер (Россия)ХСН (Россия)Шанс (Россия)ЭРА (Китай)ЭСТ (Россия)Эхоманъ (г. Томск)Южная КореяЯпония
Результатов на странице:
5203550658095
Искусство снайпера / Библиотека / Арсенал-Инфо.рф
РАБОТА ГИЛЬЗЫ ПРИ ВЫСТРЕЛЕ
Перед выстрелом между стенками гильзы и стенками патронника, а также между дном гильзы (шляпкой) и дном чашечки (зеркалом) затвора обычно имеются зазоры, необходимые для обеспечения подачи патрона в патронник и надежного запирания затвора. Разница в диаметре патрона и патронника называется диаметральным зазором. У систем, работающих на трехлинейных патронах, нормальный диаметральный рабочий зазор тоже равен 0,1 мм.
При выстреле, в период нарастания давления пороховых газов, гильза раздувается, увеличивается в диаметре, выбирает начальный диаметральный зазор и ее стенки вплотную прижимаются к стенкам патронника. Полное прижатие стенок гильзы с поверхностью патронника происходит сначала в наиболее тонких местах стенок гильзы, а именно — у ската, и распространяется по корпусу гильзы к ее дну по мере дальнейшего нарастания давления. То есть, когда передняя часть гильзы (от ствола) намертво прижата внутренним давлением к стенкам патронника, задняя часть еще свободна и не прижата. Запомним этот момент.
Полное прижатие стенок гильзы с поверхностью патронника происходит сначала в наиболее тонких местах стенок гильзы, а именно — у ската, и распространяется по корпусу гильзы к ее дну по мере дальнейшего нарастания давления. То есть, когда передняя часть гильзы (от ствола) намертво прижата внутренним давлением к стенкам патронника, задняя часть еще свободна и не прижата. Запомним этот момент.
Прижатая к стенкам патронника гильза обеспечивает обтюрацию пороховых газов. При дальнейшем нарастании давления газов прижатая к стенкам патронника гильза давит на патронник изнутри и вызывает его упругую деформацию. Происходит совместная упругая деформация стенок гильзы и патронника. Наибольшего значения эта деформация достигает в момент максимального давления пороховых газов (схема 147).
Схема 147. Схема сил, действующих на бутылочную гильзу при выстреле
При спаде давления пороховых газов получается обратная картина. Стенки патронника, получившие упругую деформацию, этой же упругой деформацией возвращаются назад к первоначальному диаметру. Стенки гильзы возвращаются только на величину упругой деформации и не доходят до своего первоначального диаметра на величину остаточной деформации металла, из которого она сделана. Поэтому стреляные гильзы всегда будут немного раздуты.
Стенки гильзы возвращаются только на величину упругой деформации и не доходят до своего первоначального диаметра на величину остаточной деформации металла, из которого она сделана. Поэтому стреляные гильзы всегда будут немного раздуты.
В новом оружии это раздутие гильзы всегда будет меньше диаметрального зазора, и диаметр гильзы будет меньше диаметра патронника, поэтому гильзы без затруднений извлекаются и выбрасываются. Если оружие старое, с «разбитым» патронником, гильза при выстреле раздувается настолько, что ее остаточная деформация преобладает над деформацией упругой (которая возвращает диаметр гильзы в первоначальное положение), и в таком случае ее «зажимает» обратной упругой деформацией сужающихся стенок патронника. Гильзу подчас «прихватывает» настолько, что силы инерции подвижных частей автоматики не хватает на то, чтобы извлечь ее из патронника. При этом очень часто ломаются зацепы-выбрасыватели.
Так работает винтовочная гильза на расширение. Но существует еще и сила отдачи. Вследствие давления пороховых газов на дно гильзы последняя смещается к затвору и выбирает начальный зеркальный зазор. Гильза смещается сначала свободно, затем с нарастающими тормозящими силами трения о стенки патронника, сначала в передней (возле ската), затем в задней части.
Вследствие давления пороховых газов на дно гильзы последняя смещается к затвору и выбирает начальный зеркальный зазор. Гильза смещается сначала свободно, затем с нарастающими тормозящими силами трения о стенки патронника, сначала в передней (возле ската), затем в задней части.
При высокой прочности крепления пули в дульце гильзы последняя смещается с самого начала при наличии сил трения. Ввиду большой боковой поверхности сила трения возрастает быстрее, чем сила давления на дно, поэтому с возрастанием давления газов происходит последовательная остановка отдельных участков гильзы, начиная с тех мест, где ее стенки наиболее тонки, то есть начиная с дульца гильзы и мест вблизи ската. Короче, гильзу дьявольским давлением намертво прижимает передней частью к стенкам патронника, в то время как задняя часть возле шляпки еще движется (растягивается) назад. Шляпка гильзы выбирает зеркальный зазор и давит непосредственно на зеркало затвора, вызывая упругую деформацию деталей узла запирания. Происходит упругая осевая продольная деформация гильзы. При незначительном (рабочих размеров) зеркальном зазоре и неизношенных деталях узла запирания упругая деформация после падения давления в стволе возвращает продольные размеры этих деталей и стреляной гильзы в первоначальное состояние. Остаточная продольная деформация гильзы при этом мала и в расчет не принимается. Но если запирающий узел изношен и между рабочими опорными поверхностями боевых выступов затвора и опорных вырезов ствольной коробки, взаимно воспринимающих нагрузки выстрела, есть выработки и люфты, упругая деформация гильзы перерастает сначала в пластичную, затем в остаточную, а при очень больших люфтах боевых сочленений наступает продольный разрыв гильзы. Чаще всего этот разрыв происходит вблизи шляпки гильзы, ибо в этой части гильза еще движется при выстреле, а в передней части — уже нет.
Происходит упругая осевая продольная деформация гильзы. При незначительном (рабочих размеров) зеркальном зазоре и неизношенных деталях узла запирания упругая деформация после падения давления в стволе возвращает продольные размеры этих деталей и стреляной гильзы в первоначальное состояние. Остаточная продольная деформация гильзы при этом мала и в расчет не принимается. Но если запирающий узел изношен и между рабочими опорными поверхностями боевых выступов затвора и опорных вырезов ствольной коробки, взаимно воспринимающих нагрузки выстрела, есть выработки и люфты, упругая деформация гильзы перерастает сначала в пластичную, затем в остаточную, а при очень больших люфтах боевых сочленений наступает продольный разрыв гильзы. Чаще всего этот разрыв происходит вблизи шляпки гильзы, ибо в этой части гильза еще движется при выстреле, а в передней части — уже нет.
Оружие с изношенным механизмом запирания и раздутым патронником можно использовать. Но для этого гильзу надо смазывать любым минеральным маслом, хоть ружейным, хоть автомобильным. Масло заполняет диаметральный зазор между стенками гильзы и стенками патронника. Как известно, плотность жидкости в 800 раз больше плотности воздуха, поэтому люфт раздутого патронника компенсируется этой плотностью, и гильза не раздувается. Возвратное упругое сопротивление патронника смазанную гильзу не «прихватывает». Где есть смазка, там нет трения, останавливающего гильзу. По этой причине смазанная гильза может силой отдачи практически свободно смещаться назад, к зеркалу затвора, даже при довольно большом износе узла запирания. Но если вы смазываете гильзу, то запомните: нельзя смазывать часть гильзы возле шляпки и оставлять сухие участки возле ската и дульца. За эти сухие участки гильзу внутренним давлением выстрела «прихватит» к патроннику, а ее задняя смазанная часть свободно двинется назад, и ее оторвет как раз на границе смазанных и несмазанных участков. Лучше, когда смазывают две трети гильзы со стороны пули. Долго держать патроны в смазанном состоянии нельзя: смазка вследствие поверхностного натяжения проникает внутрь патрона и обволакивает капсюльный и пороховой заряды, после чего они не срабатывают.
Масло заполняет диаметральный зазор между стенками гильзы и стенками патронника. Как известно, плотность жидкости в 800 раз больше плотности воздуха, поэтому люфт раздутого патронника компенсируется этой плотностью, и гильза не раздувается. Возвратное упругое сопротивление патронника смазанную гильзу не «прихватывает». Где есть смазка, там нет трения, останавливающего гильзу. По этой причине смазанная гильза может силой отдачи практически свободно смещаться назад, к зеркалу затвора, даже при довольно большом износе узла запирания. Но если вы смазываете гильзу, то запомните: нельзя смазывать часть гильзы возле шляпки и оставлять сухие участки возле ската и дульца. За эти сухие участки гильзу внутренним давлением выстрела «прихватит» к патроннику, а ее задняя смазанная часть свободно двинется назад, и ее оторвет как раз на границе смазанных и несмазанных участков. Лучше, когда смазывают две трети гильзы со стороны пули. Долго держать патроны в смазанном состоянии нельзя: смазка вследствие поверхностного натяжения проникает внутрь патрона и обволакивает капсюльный и пороховой заряды, после чего они не срабатывают. В снайперских винтовках обычно заранее смазывают патронники маслом средней густоты (при сильных морозах — веретенным маслом, обычным керосином или соляркой). Смазанного патронника обычно хватает на десять выстрелов. Если есть графитовая смазка — оружейная или хотя бы автомобильный нигрол, — такой смазки в патроннике хватает выстрелов на двадцать. Графит сам по себе есть прекрасное смазывающее вещество.
В снайперских винтовках обычно заранее смазывают патронники маслом средней густоты (при сильных морозах — веретенным маслом, обычным керосином или соляркой). Смазанного патронника обычно хватает на десять выстрелов. Если есть графитовая смазка — оружейная или хотя бы автомобильный нигрол, — такой смазки в патроннике хватает выстрелов на двадцать. Графит сам по себе есть прекрасное смазывающее вещество.
В Сибири до сих пор стреляют из трехлинейных винтовок и американских винчестеров, оставшихся еще со времен гражданской войны. Патронники этого оружия уже достаточно раздуты, но мужики покрывают патроны со всех сторон (и даже со стороны шляпки) расплавленным парафином или воском. При таком покрытии боеприпасов старое оружие безотказно работает до сих пор. Застывшее покрытие не проникает внутрь патрона, не портит боевой заряд и прекрасно предохраняет его от сырости, которая в тайге присутствует везде.
С уменьшением жесткости узла запирания при его износе или неудачном конструировании оружия увеличивается зеркальный зазор и соответственно увеличиваются осевые растяжения и поперечные разрывы гильз. При деформации всего 0,34 мм уже начинают появляться признаки кольцевого (в одном месте) растяжения стенок наиболее твердых гильз. При деформации 0,48 мм резко увеличивается количество гильз с признаками разрушения. При большой деформации деталей узла запирания резко ухудшается отпирание ствола и открывание затвора даже при смазанных гильзах из-за осевого смещения гильзы силой отдачи назад из конусного патронника. В системах с ручной перезарядкой это не имеет принципиального значения: затвор открывается туго, но все-таки открывается. Но автоматические системы начинают при перезарядке «спотыкаться». Особенно это ощущается при стрельбе из пулеметов. Большое влияние на увеличение зеркального зазора оказывают конструкционные особенности того или иного образца оружия, а именно: система запирания, конструкция дна чашечки затвора, конструкция казенного среза ствола. Неудачное конструирование сопряжения затвора и казенного среза ствола всегда влечет за собой увеличение зеркального зазора и, как следствие, затрудненную экстракцию гильзы и ее разрыв.
При деформации всего 0,34 мм уже начинают появляться признаки кольцевого (в одном месте) растяжения стенок наиболее твердых гильз. При деформации 0,48 мм резко увеличивается количество гильз с признаками разрушения. При большой деформации деталей узла запирания резко ухудшается отпирание ствола и открывание затвора даже при смазанных гильзах из-за осевого смещения гильзы силой отдачи назад из конусного патронника. В системах с ручной перезарядкой это не имеет принципиального значения: затвор открывается туго, но все-таки открывается. Но автоматические системы начинают при перезарядке «спотыкаться». Особенно это ощущается при стрельбе из пулеметов. Большое влияние на увеличение зеркального зазора оказывают конструкционные особенности того или иного образца оружия, а именно: система запирания, конструкция дна чашечки затвора, конструкция казенного среза ствола. Неудачное конструирование сопряжения затвора и казенного среза ствола всегда влечет за собой увеличение зеркального зазора и, как следствие, затрудненную экстракцию гильзы и ее разрыв. Особенно характерно эти моменты проявляются в самозарядной винтовке Токарева (СВТ), где запирание происходит при перекосе затвора задней частью вниз. При этом трудно сохранить стабильное положение затворной чашечки относительно шляпки патрона и стабильное положение зеркала затвора относительно казенного среза ствола. При выстреле ствольная коробка СВТ изгибается от упирания в нее задним опорным краем перекошенного затвора. К тому же патронник в данной винтовке имеет тонкие стенки для облегчения веса и поэтому получает большую упругую деформацию. Этого достаточно, чтобы после настрела 8000 выстрелов отрыв шляпки гильзы, невыброс гильзы и отрывы выбрасывателя превратились на винтовке СВТ в хроническое явление.
Особенно характерно эти моменты проявляются в самозарядной винтовке Токарева (СВТ), где запирание происходит при перекосе затвора задней частью вниз. При этом трудно сохранить стабильное положение затворной чашечки относительно шляпки патрона и стабильное положение зеркала затвора относительно казенного среза ствола. При выстреле ствольная коробка СВТ изгибается от упирания в нее задним опорным краем перекошенного затвора. К тому же патронник в данной винтовке имеет тонкие стенки для облегчения веса и поэтому получает большую упругую деформацию. Этого достаточно, чтобы после настрела 8000 выстрелов отрыв шляпки гильзы, невыброс гильзы и отрывы выбрасывателя превратились на винтовке СВТ в хроническое явление.
На легкость экстракции гильз и прочность их на разрыв оказывают влияние как свойства оружия, так и свойства патрона.
В зависимости от неоднородной закатки (запрессовки, завальцовки) пули в гильзе различны и усилия, сдвигающие пулю с места. С увеличением прочности крепления пули в дульце гильзы увеличивается максимальное давление газов, поскольку увеличивается часть заряда, сгорающая в условиях постоянного объема. Чем больше давление, тем больше влияние всех остальных факторов на прочность и экстракцию гильзы. Чем больше давление, тем меньше конечные зазоры между гильзой и окружающими ее деталями оружия. При высоком давлении газов гильза с самого начала будет смещаться при наличии значительных сил трения. В результате этого стенки гильзы окажутся более растянутыми в осевом направлении к моменту максимального давления газов, чем это произошло бы при слабом креплении пули. Поэтому не удивляйтесь, если при стрельбе валовыми патронами у вас вдруг разорвет гильзу пополам и часть ее останется в патроннике — значит, она была закатана плотнее других.
Чем больше давление, тем больше влияние всех остальных факторов на прочность и экстракцию гильзы. Чем больше давление, тем меньше конечные зазоры между гильзой и окружающими ее деталями оружия. При высоком давлении газов гильза с самого начала будет смещаться при наличии значительных сил трения. В результате этого стенки гильзы окажутся более растянутыми в осевом направлении к моменту максимального давления газов, чем это произошло бы при слабом креплении пули. Поэтому не удивляйтесь, если при стрельбе валовыми патронами у вас вдруг разорвет гильзу пополам и часть ее останется в патроннике — значит, она была закатана плотнее других.
Большое влияние на работу гильзы оказывает наружная форма дна гильзы. Казалось бы, не все ли равно, имеет ли гильза закраины для захвата выбрасывателем или же на ней для этого сделана кольцевая проточка. Казалось бы, гильзы с проточкой даже удобнее для работы автоматического оружия. Однако наличие кольцевой проточки для зацепа выбрасывателя в сочетании с низкими механическими характеристиками прочности в значительной степени ослабляет сопротивление дна гильзы отжимающим нагрузкам. За счет пластической деформации сжатия дна происходит дополнительное осевое растяжение стенок и увеличение поперечных размеров донной части гильзы, чем и объясняется ухудшение прочности и экстракции гильзы, особенно при большой деформации узла запирания. В связи с этим неблагоприятное влияние оказывает на работу гильзы и такой на первый взгляд отдаленный фактор, как форма наружной поверхности дна гильзы. Различного рода углубления на поверхности дна гильзы для расположения знаков клеймения уменьшают опорную поверхность и способствуют деформации дна.
За счет пластической деформации сжатия дна происходит дополнительное осевое растяжение стенок и увеличение поперечных размеров донной части гильзы, чем и объясняется ухудшение прочности и экстракции гильзы, особенно при большой деформации узла запирания. В связи с этим неблагоприятное влияние оказывает на работу гильзы и такой на первый взгляд отдаленный фактор, как форма наружной поверхности дна гильзы. Различного рода углубления на поверхности дна гильзы для расположения знаков клеймения уменьшают опорную поверхность и способствуют деформации дна.
Кроме того, цилиндрическая гильза с кольцевой проточкой требует очень точной обработки патронника по длине. Гильзы с кольцевой проточкой в патроннике упираются скатом в скат патронника и таким образом фиксируются. При этом требуется очень большая точность изготовления гильзы по длине и, соответственно, точность изготовления оружия, стреляющего такими боеприпасами. При самом незначительном отступлении от этого требования в сторону увеличения увеличивается и «провал» гильзы в патронник, а следовательно, увеличивается и зеркальный зазор со всеми вытекающими последствиями.
Поэтому предпочтительнее иметь гильзу с закраиной. Такая гильза не «провалится» в патронник — дальше казенного среза ствола ее не пустит закраина. Гильзам с упором выступающей закраины не требуется большая точность по длине яри изготовлении. Шляпка (дно) такой гильзы имеет втрое большее сопротивление сжимающим нагрузкам. И кроме того, закраина для зацепа выбрасывателя намного надежнее, чем кольцевая проточка. Применение в окопных условиях патронов с закраиной для винтовок и пулеметов намного надежнее, чем патронов с проточкой. Этим и объясняется то, что всем известный трехлинейный патрон с закраиной существует на вооружении Российской (Советской) Армии более 100 лет, и, по всей видимости, стрелять этими патронами будут еще очень долго-
Для легкости извлечения стреляной гильзы из патронника гильзы сильных винтовочных боеприпасов делают конической бутылочной формы. Соответственно, такой же конической формы делают и патронник. Причем внутренние стенки патронника выполняются для уменьшения трения с очень большой чистотой и обрабатываются почти до зеркального состояния.
Формы гильз непрерывно пытались совершенствовать. Оружейникам и стрелкам неоднократно приходилось видеть гильзы с кольцевой накаткой (гофром) посредине. Этот гофр, а иногда и несколько гофров, делается для того, чтобы гильза могла растянуться по оси, не разорвавшись.
Сами гильзы выполняются с очень большой точностью. Случается, что гильзы (особенно военного времени выпуска) имеют меньший диаметр, чем положено. Такие гильзы при выстреле или раздуваются, или, чаще всего, разрываются (дают трещину) в продольном направлении. Такое явление происходит и при сильно раздутом патроннике.
С раздутиями и разрывами металлических бутылочных гильз боролись с самого их изобретения — с конца прошлого столетия — и борются до сих пор. К пулеметным запирающим механизмам приспосабливают различные металлические прокладки, уменьшающие зеркальный зазор при износе механизмов. В первой половине XX столетия в ряде стран в пулеметных системах применялись масляные капельницы для смазывания патронов при подаче в патронник. У пулеметов меняли изношенные стволы с раздутыми патронниками. «Подсевшие» затворы или раздвижные боевые упоры (пулеметы Горюнова и Дегтярева ротный) меняли на ремонтные большей длины. Болезнь поперечного разрыва гильзы в пулеметах до сих пор дает себя знать. К пулемету Дегтярева (ДП, ДПМ) даже полагался прибор для извлечения оборванной части гильзы. Он представлял собой стержень в виде винтовочного патрона с гарпуном; при обрыве гильзы его вставляли вместо боевого патрона, затвором задвигали в патронник и вытаскивали назад вместе с фрагментом оборванной гильзы.
У пулеметов меняли изношенные стволы с раздутыми патронниками. «Подсевшие» затворы или раздвижные боевые упоры (пулеметы Горюнова и Дегтярева ротный) меняли на ремонтные большей длины. Болезнь поперечного разрыва гильзы в пулеметах до сих пор дает себя знать. К пулемету Дегтярева (ДП, ДПМ) даже полагался прибор для извлечения оборванной части гильзы. Он представлял собой стержень в виде винтовочного патрона с гарпуном; при обрыве гильзы его вставляли вместо боевого патрона, затвором задвигали в патронник и вытаскивали назад вместе с фрагментом оборванной гильзы.
У винтовок восстановление нормального зеркального зазора между передней плоскостью затвора и дном гильзы производится путем замены боевой личинки (затвора у СВД) на повышенную, с повышенными по оси затвора боевыми выступами, или напайкой на зеркале затвора. Но такие вещи должен делать опытный оружейник.
В настоящем пособии рассмотрена работа гильз сильных боеприпасов для винтовок и пулеметов при жесткой системе запирания. В пистолетах и пистолет-пулеметах, где применяются маломощные патроны, со свободными и полусвободными затворами, работа гильз несколько иная. Но требования к материалам, из которых изготавливаются гильзы, одинаковы для всех типов боеприпасов.
В пистолетах и пистолет-пулеметах, где применяются маломощные патроны, со свободными и полусвободными затворами, работа гильз несколько иная. Но требования к материалам, из которых изготавливаются гильзы, одинаковы для всех типов боеприпасов.
Материал, из которого изготовлены гильзы, должен соответствовать специфическим нагрузкам выстрела. Гильзы, изготовленные из слишком упругого материала, начинают рваться при расширении и растяжении.
Гильзы из чрезмерно пластичного металла, который практически не имеет упругости обратной деформации, после падения давления в стволе остаются в раздутом состоянии, «зажимаются» патронником и не выходят после выстрела. Кроме того, материал гильзы должен обеспечивать возможно меньший коэффициент трения.
Идеальным материалом, отвечающим почти всем предъявляемым требованиям для изготовления гильз винтовочных патронов, является латунь. Но латунь дорога и, кроме того, при длительном хранении она становится хрупкой. Поэтому наиболее применяемьм материалом для изготовления гильз является мягкая сталь, плакированная (биметаллизированная) томпаком. Слой томпака берется толщиной, составляющей 4-6% толщины стенки гильзы. Томпак предохраняет гильзу от коррозии и резко снижает коэффициент трения, способствуя улучшению экстракции гильзы после выстрела.
Слой томпака берется толщиной, составляющей 4-6% толщины стенки гильзы. Томпак предохраняет гильзу от коррозии и резко снижает коэффициент трения, способствуя улучшению экстракции гильзы после выстрела.
Гильзы, как и оболочки пуль, изготавливаются также из холоднокатаной стали с последующим покрытием специальным лаком (обычно зеленого цвета), который улучшает условия работы гильзы при выстреле, дает смазывающий эффект, улучшает коэффициент трения и предохраняет патрон от коррозии.
Гильзы изготавливаются методом глубокой вытяжки. Технологически этот процесс довольно сложный и ответственный.
Энциклопедия СПАРТЫ.Оружейная теория.
Оружейная теория. Часть 1
Поговорим сегодня про боеприпасы для гладкоствольного оружия, о их устройстве и про некоторые их составляющие. Разберем все на примере патронов самого распространенного и мощного — 12 калибра. Славится он тем, что всем хорош и очень универсален. Современные технологии позволили ему почти полностью вытеснить 16 и 10 калибры, то бишь соседей. Позволяет еще при желании занять нишу и 20 калибра, что позволяет охотнику иметь в принципе одно ружье на очень многие виды охот, ну или одну оснастку для изготовления боеприпасов. Что касаемо спорта — 12 калибр вообще вне конкуренции, 98, наверное, процентов гладкоствольного оружия под спорт — оружие 12 калибра. Это и оружие для стендовой стрельба, это и оружие для стрельбы практической. Спортивного оружия под 12 калибр выпускается очень много, есть и «универсальные варианты», подходящие и для спорта и для охоты. Выпускаются так же тюнинговые части для оружия, чтобы адаптироваться под определенный спорт. Но, мы ушли в сторону.
Позволяет еще при желании занять нишу и 20 калибра, что позволяет охотнику иметь в принципе одно ружье на очень многие виды охот, ну или одну оснастку для изготовления боеприпасов. Что касаемо спорта — 12 калибр вообще вне конкуренции, 98, наверное, процентов гладкоствольного оружия под спорт — оружие 12 калибра. Это и оружие для стендовой стрельба, это и оружие для стрельбы практической. Спортивного оружия под 12 калибр выпускается очень много, есть и «универсальные варианты», подходящие и для спорта и для охоты. Выпускаются так же тюнинговые части для оружия, чтобы адаптироваться под определенный спорт. Но, мы ушли в сторону.
Тем временем у нас появилось два термина. Калибр гладкоствольного оружия, и собственно гладкоствольное оружие. Итак:
Гладкоство́льное ору́жие — огнестрельное оружие, имеющее ствол или стволы только с гладкими каналами. Тобишь, ствол или стволы не должны иметь нарезов. По российскому законодательству допускается участок с нарезами не длиннее 140 мм.
Число калибра гладкоствольного оружия означает целое количество сферических пуль, которые можно отлить из 1 английского фунта свинца (453,59 г). Пули при этом должны быть сферические, одинаковые по массе и диаметру, который равен внутреннему диаметру ствола в средней его части. Чем меньше диаметр ствола, тем большее количество пуль получается из фунта свинца. Таким образом двадцатый калибр меньше десятого, а шестнадцатый меньше двенадцатого. Формулировка сложная, но в среднем, канал ствола 12 калибра в диаметре равен 18.5 мм. Разные производители делают по-разному, исходя из: под какую гильзу проектировался ствол, и какие характеристики желает получить из данного ствола производитель. К этой теме вернемся позже.
Пули при этом должны быть сферические, одинаковые по массе и диаметру, который равен внутреннему диаметру ствола в средней его части. Чем меньше диаметр ствола, тем большее количество пуль получается из фунта свинца. Таким образом двадцатый калибр меньше десятого, а шестнадцатый меньше двенадцатого. Формулировка сложная, но в среднем, канал ствола 12 калибра в диаметре равен 18.5 мм. Разные производители делают по-разному, исходя из: под какую гильзу проектировался ствол, и какие характеристики желает получить из данного ствола производитель. К этой теме вернемся позже.
Итак. Патрон. Патрон — боеприпас стрелкового оружия и артиллерийских орудий, которым оружие заряжается в один приём. Патрон гладкоствольного оружия это устройство, объединяющее в себе гильзу, капсюль -инициатор, заряд пороха, и метаемое снаряжение. Разберем все по порядку.
Гильза. Гильза, грубо, это стакан с дном, имеющим выступающий рант для позиционирования в патроннике ружья. Служит для объединения всех компонентов для производства выстрела, их защиты во время транспортирования, и обтюрации газов во время выстрела (герметизации канала ствола). Исторически образовалось 3 вида гильз.
Исторически образовалось 3 вида гильз.
Латунная гильза.
В советское время применялась всеми охотниками, нынче ее используют только любители старины и промысловики. Плюсы данной гильзы:
-Чудовищная живучесть. Позволяет ее переснаряжать сотни, даже тысячи раз без потери потребительских свойств. Тем и объяснялась любовь к ней советских охотников и промысловиков. В условиях дефицита готовых заводских патронов, латунная многоразовая гильза — хорошее подспорье бережливому охотнику.
Минусы:
-Применяется слабый капсюль-инициатор. Старинный капсюль, называемый «центробой» рассчитан на дымные пороха, которые воспламеняются от любой искорки, а не как не на современные бездымные пороха, для инициации которых нужен ровный форс пламени и высокое давление форсирования, что центробой и данная гильза обеспечить не в состоянии.
-Высокая стоимость самой гильзы. Это, в принципе, разовая плата, и гильза потом отбивалась с лихвой, если их не терять:). Отсюда вылазит другой недостаток — сомнительное применение на самозарядных ружьях и карабинах, которые отличаются расточительством, и выбрасывают стреляную гильзу за пределы оружия на приличное расстояние. А в некоторые магазины у многозарядных ружей латунные гильзы вообще снарядить невозможно. В общем девайс только для двустволок и иже с ними.
А в некоторые магазины у многозарядных ружей латунные гильзы вообще снарядить невозможно. В общем девайс только для двустволок и иже с ними.
-Скромные показатели на современных и не очень современных стволах. Стволы, начиная с конца 60-х начали проектироваться под бумажную гильзу, у которой стенки толще, соответственно необходим другой диаметр канала ствола. Современные стволы, проектируются под пластиковую гильзу, у нее своя толщина стенки. Это не мешает применять другие гильзы, просто результат уже будет хуже.
-Почти полное отсутствие оснастки. Мало уже где встретишь пачку капсюлей центробой, тяжело купить дымный порох. Но это не останавливает любителей старины и ценителей традиций.
Бумажная гильза,
или еще как ее называют охотники — папковая. Исторически сложилось, что бумага — первый материал для объединения всех компонентов для выстрела, но для 12 калибра, исторически, бумажная гильза стоит после латуни. Она из себя представляет «донышко» (фланец гильзы), наподобие латунной гильзы, с рантом и посадочным местом под капсюль, в это донышко вставлен плотный бумажный цилиндр, и изнутри этот цилиндр прижат к стенкам донышка донным пыжом. Подавляющее большинство послевоенного советского оружия спроектировано именно под бумажную гильзу. Именно моя двустволка ИЖ-58 входит в их число. Итак, плюсы:
Подавляющее большинство послевоенного советского оружия спроектировано именно под бумажную гильзу. Именно моя двустволка ИЖ-58 входит в их число. Итак, плюсы:
-Технологичность и дешевизна относительно латунной гильзы. Позволяло сделать ее, наконец-то, одноразовой, и, не задумываясь, ее после выстрела выбросить.
-Экологичность. Модное нынче слово. Если совесть гложит по поводу чистоты леса, с бумажной гильзой нет никаких проблем просто оставить ее в лесу. Бумага сгниет, латунную попку приберет земля.
Недостатки:
-Чувствительность к длительному воздействию влаги. Ну это не мудрено, материал ведь бумага. Она отсыревает, набухает, патрон перестает лезть в патронник, может намокнуть порох. В поздних гильзах частично решили эту проблему путем наружного лакирования, но это удорожило гильзу.
-Приколы и глюки в автоматическом оружии. Первое советское самозарядное ружье — мц-21-12, тоже было спроектировано под бумажную гильзу. Но, часто охотники применяли патроны ненадлежащего качества, и происходили задержки при стрельбе. Вызывалось это большими скоростями движения подвижных частей, и высокую нагрузку на саму гильзу. Отрывы «жопок», замятия, деформации, все это преследовало охотников, и ружье, в некоторых кругах, слыло ненадежным.
Вызывалось это большими скоростями движения подвижных частей, и высокую нагрузку на саму гильзу. Отрывы «жопок», замятия, деформации, все это преследовало охотников, и ружье, в некоторых кругах, слыло ненадежным.
-Низкая живучесть. Гильзы действительно «одноразовые», после выстрела они не подлежали перезарядке.
Все эти недостатки (пожалуй, кроме последнего) привели к созданию на сегодняшний день, самой совершенной конструкции гильзы. Итак
Пластиковая гильза
Самая современная гильза, все современное оружие проектируется именно под пластиковую гильзу. 99,9 процентов современных заводских патронов будут в пластиковой гильзе. Но, как и все в этом мире, как аккумуляторы в ваших машинах, она имеет плюсы и минусы. Разберем их. Плюсы:
-Дешевизна и технологичность, даже дешевизней и технологичней бумажной:)
-Выносливость гильзы, позволяет ей работать в автоматическом оружии и переносить высокие перегрузки
-Герметичность и пофигизм на влагу
-Возможность ограниченного перезаряда. В зависимости от того, как патрон снаряжать, и какое качество самой гильзы, можно перезарядить эту гильзу от 2 до 10 раз.
В зависимости от того, как патрон снаряжать, и какое качество самой гильзы, можно перезарядить эту гильзу от 2 до 10 раз.
Главный минус этой гильзы — неэкологичность. Выброшенные гильзы будут лежать сотнями лет, первые года отпугивая зверей запахом, в последующем времени — ярким пластиком, и вообще вредить природе своей химией. Для спортсмена этот недостаток не является недостатком, как таковым. На стрелковых объектах гильзы собирают и утилизируют.
-Ну и еще то, что в нашем низкокачественном и кризисном времени, у некоторых экземпляров качество ну просто отвратительное.
В следующий раз поговорим о капсюлях-инициаторах и порохе.
Автор Иван Б.
Гильзы цилиндров — не сексуально, но необходимо
Установка гильз по-прежнему является устойчивым рынком для или производителей двигателей и механических мастерских
Нажмите здесь, чтобы узнать больше отверстие. Однако вам лучше поверить, что происходит гораздо больше, и возможности для производителей двигателей и механических мастерских делать деньги огромны. Независимо от того, является ли блок винтажным или совершенно новым, втулки могут играть важную роль в поддержании жизнеспособности и хорошей работы двигателя.
Независимо от того, является ли блок винтажным или совершенно новым, втулки могут играть важную роль в поддержании жизнеспособности и хорошей работы двигателя.
Поскольку алюминий по-прежнему является предпочтительным материалом для новых блоков цилиндров, а существующие чугунные блоки продолжают проезжать все больше и больше миль и работать в все более и более тяжелых условиях, гильзы и гильзы цилиндров по-прежнему будут спасением. – поддержание этих двигателей в рабочем состоянии и предоставление производителям двигателей возможности расширять границы производительности.
Это блок закрытой палубы Honda B18 с установленными рукавами LA.
Фото предоставлено LA Sleeve.
Для чего используются рукава?
Втулки цилиндра, часто изготавливаемые из серого чугуна или ковкого чугуна, используются для восстановления цилиндра до рабочего размера. Когда исходное отверстие цилиндра слишком сильно изношено или повреждено, гильза цилиндра может быть вариантом для спасения блока, или гильза может усилить блок, чтобы выдерживать большую мощность, чем изначально предполагалось на заводе.
A Toyota 3S GTE Amphibian Procross Блок с гильзой Procool. Фото предоставлено LA Sleeve.
«Основная причина заключается в том, чтобы получить более прочный, долговечный и износостойкий канал цилиндра», — говорит Брент Бойл, менеджер механического цеха и центробежной установки Powerbore / Quaker City Castings. «Особенно на современном рынке алюминиевые блоки становятся все более и более популярными, и мы знаем, что алюминий и тепло, алюминий и трение на самом деле несовместимы».
В качестве поверхности блока, по словам экспертов-металлургов, алюминий отлично подходит для всего, что вам может понадобиться, за исключением поверхности отверстия, где вы видите много гильз и вкладышей.
Блок Mitsubishi EVO с установленными втулками Darton MID. Фото предоставлено Darton Sleeves.
«Новым двигателям не хватает прочности цилиндра или конструкции», — говорит Говард Андерсон, владелец AR Fabrication, цеха по производству двигателей и завода по установке гильз Darton. «Многие двигатели имеют алюминиевые блоки с покрытием, и они отлично подходят для стандартного давления в цилиндрах OEM, но 99 процентов нашего бизнеса связано с кем-то, кто хотел бы создать больше мощности. Таким образом, в цилиндр вводится гильза, которая обеспечивает более высокое давление в цилиндре. Как только мы это сделаем, мы можем отточить множество различных типов колец и типов производительности. Это открывает множество возможностей для наших клиентов».
«Многие двигатели имеют алюминиевые блоки с покрытием, и они отлично подходят для стандартного давления в цилиндрах OEM, но 99 процентов нашего бизнеса связано с кем-то, кто хотел бы создать больше мощности. Таким образом, в цилиндр вводится гильза, которая обеспечивает более высокое давление в цилиндре. Как только мы это сделаем, мы можем отточить множество различных типов колец и типов производительности. Это открывает множество возможностей для наших клиентов».
В то время как втулки могут сделать алюминиевые блоки еще лучше, они также могут восстановить старые чугунные блоки до их славных дней.
На работы по установке двигателя и втулки от AR Fabrication предоставляется гарантия сроком 1 год. Фото предоставлено AR Fabrication.
«Более старые двигатели почти в каждом случае подвергаются гильзам в ситуации восстановления, когда блок либо расточен до предела, поэтому его необходимо уменьшить, либо, возможно, из-за отказа, который был настолько катастрофическим. что для усиления ослабленных стенок потребуется вставка», — говорит Дэйв Метчков, генеральный директор и вице-президент LA Sleeve.
что для усиления ослабленных стенок потребуется вставка», — говорит Дэйв Метчков, генеральный директор и вице-президент LA Sleeve.
Это пример обработки втулки. Фото предоставлено Darton Sleeves.
Ключи для установки
На первый взгляд, в установке гильз цилиндров нет ничего сложного, однако этот процесс требует хорошего механика, хороших измерений и соответствующих знаний для установки гильз, которые не вызывают проблем с двигателем в короткие сроки. после установки.
«Мы устанавливаем несколько металлических гильз, но большая часть нашего бизнеса связана с алюминием», — говорит Андерсон. «Разница заключается в зазорах, необходимых для втулки. Также существуют различия в зазорах между использованием сухой футеровки и гильзы Darton MID. Мы говорим от 0,0005″ до 0,001″, но от этого будет зависеть установка или выход из строя преждевременно или нет. Зазоры должны быть правильными для каждой отдельной втулки».
Требования к хонингованию также меняются, и если в вашей мастерской нет новых технологий и оборудования, вам будет нелегко навести порядок.
«Гильзы, которые мы используем, бывают нескольких марок, — говорит Андерсон. «Если мы используем материал более высокого качества, и вы попытались использовать станок для шлифовки стекловидного камня, скорее всего, вы сделаете из цилиндра мусор, и он будет некруглым и конусообразным, и его будет очень трудно сохранить. прямой. Но с алмазами и технологией CBN (и большой работой с нашей стороны, чтобы сделать все правильно) мы можем удерживать цилиндры с точностью до десятой или двух и не иметь никаких проблем».
Точно так же, как новые технологии могут играть большую роль в обеспечении точности, большую роль играет материал, из которого изготовлены гильзы.
«Мастерские сравнивают наш ковкий чугун с обработкой/установкой чугунных втулок», — говорит Джон Катапанг из Darton Sleeves. «Да, они оба железные, но наш материал намного превосходит по твердости обычный серый чугун. Вы не можете расточить столько материала за один раз, как с чугунными или алюминиевыми блоками. При использовании ковкого чугуна необходимо отрегулировать скорость и подачу. Вы не можете установить втулку с пределом прочности более 100 000 единиц так, как вы бы установили втулку с пределом прочности всего 30 000 единиц».
При использовании ковкого чугуна необходимо отрегулировать скорость и подачу. Вы не можете установить втулку с пределом прочности более 100 000 единиц так, как вы бы установили втулку с пределом прочности всего 30 000 единиц».
Этот блок Mitsubishi 4B11 хонингуется для установки втулки. Алюминиевые блоки, подобные этим, имеют втулки для большей мощности. Фото предоставлено AR Fabrication.
Все это сводится к важности точности. По словам Бойля, для обеспечения точности крайне важно убедиться, что ваши диаметры верны, а выступы перпендикулярны.
«Если все квадратное и все круглое, и вы точно подогнали втулку к блоку, все, что вам остается, — это убедиться, что вы точно отшлифовали поверхность в соответствии с поршневыми кольцами, которые вы используете, и всем остальным. должно сработать», — говорит Бойл.
Дэн Макдонелл из Melling, генеральный директор завода по производству гильз цилиндров в Макокете, штат Айова, повторяет совет Бойла. «Производители двигателей должны следить за тем, чтобы при установке гильз цилиндров они вдавливались под прямым углом, а не забивались. Запрессовывайте их и следите за тем, чтобы они сидели на нижнем выступе, и у них не должно возникнуть проблем», — говорит он.
Запрессовывайте их и следите за тем, чтобы они сидели на нижнем выступе, и у них не должно возникнуть проблем», — говорит он.
Поскольку точность является ключевым моментом при установке гильзы, во многих двигателях требуется использование нагрузочной пластины для точного измерения диаметра и округлости цилиндра. Измерение цилиндров этих двигателей без нагрузочной пластины может дать ложные показания.
«Нагрузочная пластина гарантирует, что цилиндр будет иметь правильный размер после повторной сборки двигателя», — говорит Стив Скотт, директор по разработке продукции в Industrial Parts Depot, LLC (IPD). «Если блоки такого типа обрабатываются в свободном состоянии (без пластины напряжения), цилиндр может деформироваться после того, как головка цилиндра будет закручена на место».
Поскольку так много приходится ездить на правильно установленных втулках, неудивительно, что некоторые производители двигателей и механические мастерские нервничают или нервничают, работая с двигателями с втулками, если они уже сталкивались с отказами или не имеют большого опыта. Самая большая проблема для этих людей — чтобы рукава оставались на месте.
Самая большая проблема для этих людей — чтобы рукава оставались на месте.
«Самая распространенная и наиболее обсуждаемая проблема с мотор-втулками — это опускание или опускание втулок», — говорит Мечкофф. «Когда втулка опускается на 0,001–0,004 дюйма, прокладкам труднее герметизироваться, потому что у нее нет стабильной плоской поверхности, на которую прокладка головки могла бы прижиматься и сжиматься. Первая и самая главная проблема – это способ установки втулок. Когда вы вставляете втулку с прямой стенкой или втулку с фланцем, наиболее распространенной проблемой является нижняя часть фланца или нижняя часть втулки, отскакивающая от нижней части регистра».
Олдскульный вариант наложения гильзы состоит в том, чтобы либо заморозить гильзу, либо нагреть блок, что снижает сопротивление гильзы, помещаемой в блок. Втулка имеет либо ступеньку, либо регистр, и установщик в конечном итоге возьмет молоток или молоток и ударит по верхней части втулки, чтобы полностью опустить ее.
«Неопытный установщик не поймет, что происходит, но втулка опустится вниз, и установщик в последний раз ударит молотком по верхней части втулки, и когда он это сделает, втулка отскочит от этого регистра и на самом деле подняться на 0,001–0,002 дюйма, и они этого не заметят», — говорит Мечкофф. «Со временем с нагревом рукав будет медленно опускаться, снова находя дно этого регистра».
То же самое происходит при установке с фланцем сверху, когда вы вырезаете цековку на палубе блока. Фланцевая втулка опустится, и если она не будет полностью прижата к нижней части регистра или слишком сильно прижата к нижней части регистра, втулка снова поднимется.
«Все придет с опытом», — говорит Андерсон. «Когда вы выполняете свою первую пару сотен рукавных работ, вы действительно не обнаружите, что принимаете неправильное решение об установке, пока не пройдет год или два. Вы можете внести коррективы в то, что вы сделали, но с опытом и чем больше вы будете делать, вы поймете нюансы того, как сделать все правильно».
Если вы можете установить гильзы и удерживать 99,9% давления в цилиндре над поршневыми кольцами, вы будете генерировать больше мощности. Когда у вас есть 3-7 процентов прорыва газов мимо ваших колец, вы не работаете в полную силу.
«Всегда будет борьба между долговечностью и производительностью, — говорит Бойл. «Долговечность говорит, что я могу взять гильзу и покрыть ее хромом или никель-хромом, и эта гильза будет служить вечно, но она не будет работать в полную силу. Чтобы сделать это, откажитесь от покрытий, перейдите к хорошей, истинной отделке отверстия, с которой согласуются кольца, и все будет герметичным, и все ваше сжатие останется над кольцами, и именно отсюда будет исходить ваш максимальный потенциал. К сожалению, он не прослужит так долго, как внутренник с покрытием, но если вы бегаете по краю каждые выходные в поисках максимальной производительности, нет покрытия, которое даст вам это».
Дизельное топливо и газовое
При выборе втулок для дизельного или газового двигателя материалы не обязательно сильно различаются. Тем не менее, есть некоторые вещи, которые важно учитывать при установке рукавов на дизельном топливе, а не на газе.
Тем не менее, есть некоторые вещи, которые важно учитывать при установке рукавов на дизельном топливе, а не на газе.
«Во многих современных промышленных двигателях высокой мощности используются стальные поршни или стальные днища поршней и алюминиевые юбки поршней, — говорит Скотт. «Эти типы поршней обеспечивают гораздо более узкие зазоры, в отличие от алюминиевых поршней, которые требуют большего зазора из-за теплового расширения. Меньший зазор между поршнем и стенкой цилиндра делает диаметр и округлость гильзы еще более важными, чем раньше».
Большинство больших промышленных блоков двигателей изготовлены из чугуна, но блоки более позднего типа намного легче и более подвержены скручиванию. Точно так же гильзы для этих двигателей в основном были чугунными, но теперь мы видим использование стальных гильз.
«Например, в некоторых двигателях больших землеройных машин используется закаленный материал в верхней части втулки, и в этой ситуации они закаляют свой материал пламенем, потому что давление в цилиндрах большого дизеля настолько велико. как Series 60 Detroit или большой Cummins», — говорит Мечкофф. «Это требует более твердого материала только для того, чтобы сдерживать это сильное сжатие, но по большей части вкладыши будут из одного и того же материала как для сухих блоков, так и для мокрых».
как Series 60 Detroit или большой Cummins», — говорит Мечкофф. «Это требует более твердого материала только для того, чтобы сдерживать это сильное сжатие, но по большей части вкладыши будут из одного и того же материала как для сухих блоков, так и для мокрых».
Подавляющее большинство промышленных дизельных блоков, изготовленных после 1970 года, имели сменные вкладыши. Они сделали это, потому что производитель хотел, чтобы это был исправный блок, и единственный способ, которым вы можете обслуживать их в полевых условиях, — это иметь гильзу, которую можно снять, сняв головки, заменив поршни, вставив новые гильзы обратно, повторная сборка и установка новых прокладок. Однако дизельные блоки малой грузоподъемности, такие как 6,4-литровый Power Stroke или Durmax, представляют собой чугунные блоки.
«Это была огромная проблема, — говорит Мечкофф. «Двигатели с пробегом более 250 000 миль склонны к поломкам и микротрещинам — мы видим это в 6,4-литровом Power Stroke, 6,6-литровом Duramax и 6,0-литровом Ford. Те же двигатели сейчас используются для буксировки грузовиков по выходным.
Те же двигатели сейчас используются для буксировки грузовиков по выходным.
«Ребята будут ставить разные турбины и тянуть грузовик. Эти блоки также очень часто разрушаются, и я говорю о двигателях, пробег которых составляет 10 000 миль. Эти вещи сейчас разрушаются, потому что они просто выдвигаются за пределы своих возможностей для того, для чего они были разработаны. Этот рынок легких дизельных двигателей был для нас действительно большим».
Со стороны дизельного двигателя потребуются другие поршневые кольца и другая обработка отверстия.
«Я знаю, что большинству производителей дизельных двигателей нравится, чтобы поверхность отверстия была довольно грубой, — говорит Бойл, — и это со стандартным кольцом из ковкого чугуна или кольцом из ковкого чугуна с покрытием, но для кольца из инструментальной стали они предпочитают видеть они становятся немного мягче. Вы определенно хотите иметь глубокие канавки в дизельном топливе для удержания масла, но с кольцами из инструментальной стали вы захотите увидеть более ровную поверхность, чтобы она была сглажена».
Рукава не закатываются
В ближайшее время
Как отмечает Джон Катапанг из Darton, вы ограничены, когда дело доходит до создания чего-то, что только входит в круг, но то, из чего вы делаете этот круг, какая разница. Когда дело доходит до рынка гильз среди производителей двигателей и механических мастерских, возможностей много.
«Пока OEM-производители продолжают производить алюминиевые блоки, желание людей двигаться быстрее и производить больше мощности, чем необходимо, всегда будет возможностью для производителей двигателей», — говорит Катапанг. «Мы продолжим менять металлургию, чтобы не отставать от изменений уровня мощности, и мы продолжим изменять конструкцию, чтобы соответствовать этим OEM-блокам».
Брент Бойл из Powerbore согласен с тем, что рынок гильз предлагает огромные возможности производителям двигателей, желающим принять в нем участие.
«Я думаю, что возможности определенно будут увеличиваться, особенно на рынке высокопроизводительных устройств, — говорит Бойл. «Высокая производительность сама по себе — на самом деле, любой вид спорта, в котором задействован двигатель, — просто не остановится, пока они просто не смогут больше двигаться.
«Высокая производительность сама по себе — на самом деле, любой вид спорта, в котором задействован двигатель, — просто не остановится, пока они просто не смогут больше двигаться.
«Это эволюция спорта — всегда быть на вершине своего конкурента, и поэтому он никогда не останавливается, и он не остановится, пока либо ограничения не сдержат их, либо ограничения, которые им наложены, не позволят им идти дальше», — предсказывает Бойл.
Эти пределы можно увидеть сегодня, когда речь идет о 3000-сильных дизельных двигателях, имеющих проблемы с расщеплением блоков. Они разлетаются пополам, ломаются пополам, сносят головы и т. д.
«Еще нет материала, из которого можно сделать блок без втулок, который на самом деле обладает высокой прочностью, отличный материал для блок», — говорит Бойл. «Я имею в виду, что вы переходите к сортам стали, которые тяжелые. Сталь не имеет микроструктуры хорошего, самосмазывающегося, маслопоглощающего материала. Ковкость да, но это все еще то же свойство, что и у стали, где у вас есть свойства вибрации. Последнее, что вам нужно в блоке цилиндров, это материал, передающий ему вибрационные свойства. Они не нашли очень хорошего материала, который выдержал бы нагрузку на блок с высокой мощностью — вот где в игру вступают втулки».
Последнее, что вам нужно в блоке цилиндров, это материал, передающий ему вибрационные свойства. Они не нашли очень хорошего материала, который выдержал бы нагрузку на блок с высокой мощностью — вот где в игру вступают втулки».
По мнению экспертов, хотя гильзы из серого чугуна и ковкого чугуна останутся наиболее часто используемыми материалами в отдаленном будущем, поскольку они очень эффективны, некоторые производители гильз экспериментировали с алюминиевыми гильзами, стальными гильзами, чугуном с уплотненным графитом и даже титановые вкладыши.
«Вам нужно нанести покрытие на алюминий, чтобы получить некоторую отделку поверхности — иначе кольца не будут жить на нем — и то же самое для стали», — говорит Мечкофф. «Сталь — очень твердый и очень прочный материал, но она слишком абразивна для поршневых колец, и на них трудно установить уплотнительное кольцо. Титан — действительно крутой вариант, но нам понадобится лет 20, чтобы понять, как сделать его приемлемым для наших клиентов».
В то же время рынок остается стабильным, а магазины, предлагающие услуги по набивке рукавов, загружены как никогда.
«Рынок всегда будет, — говорит Мечкофф. «Это никогда не исчезнет — это то, что мы знаем, потому что это такая ткань автомобильных двигателей, и точка».
Рынок и сервис укоренились. Пока есть неисправности, которые можно устранить с помощью рукавов, люди будут их устанавливать.
«Вероятно, самая большая проблема — убедить магазины, которые работают и могут работать с рукавами, — говорит он. «Все меньше и меньше молодых людей заботятся о том, чтобы попасть на этот тип рынка, и поэтому механические мастерские, которые работают и знают, что они делают, загружены как никогда». ν
Технический центр — втулки Darton
Перейти к содержимомуТехнический центрКелли Хелминг2020-09-04T03:22:33-07:00
Мокрые рукава
Как следует из названия, рукава, которые при установке окружены водой, считаются мокрыми рукавами. Существенная разница в конструкции гильзы, помимо терминов «мокрая» или «сухая», заключается в том, какая структура внутри цилиндра несет нагрузку. При сухом применении сила сжатия цилиндра передается втулкой и блоком. При использовании мокрого рукава сжимающая сила полностью воспринимается рукавом. Следовательно, по характеру применения и предполагаемому использованию мокрые рукава должны быть очень прочными и механически способными выдерживать сжимающие и фрикционные усилия по всей своей длине без опоры.
Существенная разница в конструкции гильзы, помимо терминов «мокрая» или «сухая», заключается в том, какая структура внутри цилиндра несет нагрузку. При сухом применении сила сжатия цилиндра передается втулкой и блоком. При использовании мокрого рукава сжимающая сила полностью воспринимается рукавом. Следовательно, по характеру применения и предполагаемому использованию мокрые рукава должны быть очень прочными и механически способными выдерживать сжимающие и фрикционные усилия по всей своей длине без опоры.
Муфты из чугуна и сплавов, а также алюминия, как правило, не обладают требуемой конструкционной прочностью и механическими свойствами, необходимыми для установки мокрых муфт. Для этого применения обычно требуется высокопрочный ковкий чугун или сталь или их гибриды. Характеристики материала, который будет использоваться в конструкции мокрого рукава, — это прочность на растяжение, твердость и удлинение. Хотя компания Darton указывает стандарт ASTM 536-84 в качестве базового ковкого чугуна, наш материал значительно превосходит все механические характеристики. В настоящее время Darton производит различные виды ковкого чугуна, но наш материал с базовыми характеристиками соответствует пределу прочности при растяжении 130 000 фунтов на квадратный дюйм, 280–29Твердость 0 Bhn и относительное удлинение 5-6%.
В настоящее время Darton производит различные виды ковкого чугуна, но наш материал с базовыми характеристиками соответствует пределу прочности при растяжении 130 000 фунтов на квадратный дюйм, 280–29Твердость 0 Bhn и относительное удлинение 5-6%.
Для влажных рукавов прочность на растяжение определяет прочность матрицы детали, твердость определяет стойкость поверхности к истиранию, а удлинение равно гибкости без памяти для поглощения ударов горения и сопротивления остаточной деформации. По мере повышения давления сжатия и горения мокрые рукава сталкиваются с огромными нагрузками, вызванными давлением, теплом и кольцевым трением. Без превосходной металлургии такие рукава не выдержали бы. Типичные применения дизельных втулок могут достигать степени сжатия 20-1 и турбонаддува в 60 фунтов. В дополнение к механической прочности мокрые рукава должны иметь достаточную толщину стенки, чтобы заменить целостность блока. Независимо от того, насколько прочный материал, масса и структура будут определять производительность и долговечность. Как правило, Darton не рекомендует толщину стенки мокрой гильзы менее 0,150.
Как правило, Darton не рекомендует толщину стенки мокрой гильзы менее 0,150.
Сухие рукава
Сухие втулки названы так потому, что корпус втулки не подвергается воздействию какой-либо охлаждающей жидкости внутри блока и всегда устанавливается в блок с натягом. Обычное значение помех зависит от области применения и способа установки. Darton рекомендует интерференцию 0,001–0,002 для аналогичного материала, т. е. железные втулки в железном блоке. Однако, когда используются разнородные материалы, такие как железные втулки в алюминиевых блоках, и может использоваться интерференция до 0,003, для установки необходимо использовать разность температур, а блок должен быть идеально подготовлен как по размерам, так и по поверхности. Как правило, см. следующую таблицу, которую можно использовать в качестве руководства по перепаду температур для каждого экземпляра и подгонки.
| БЛОК | РУКАВ | ПОМЕХИ | ДИФФЕРЕНЦИАЛ ТЕМПЕРАТУР |
|---|---|---|---|
| Железо | Железо |  001 — .003″ data-order=».001 — .003″> .001 — .003 001 — .003″ data-order=».001 — .003″> .001 — .003 | 50°F |
| .003 — .005 | 100°F | ||
 005 — Above» data-order=».005 — Above»> .005 — Выше 005 — Above» data-order=».005 — Above»> .005 — Выше | 250°F | ||
| Железо | Сталь | .001 — .003 | 100°F |
 003 — .005″ data-order=».003 — .005″> .003 — .005 003 — .005″ data-order=».003 — .005″> .003 — .005 | 200°F | ||
| .005 — Выше | Не рекомендуется | ||
| Железо | Алюминий | — | Не рекомендуется |
| Алюминий | Алюминий |  001 — .003″ data-order=».001 — .003″> .001 — .003 001 — .003″ data-order=».001 — .003″> .001 — .003 | 100°F |
| .003 — .005 | 200°F | ||
 005 — Above» data-order=».005 — Above»> .005 — Выше 005 — Above» data-order=».005 — Above»> .005 — Выше | Не рекомендуется | ||
| Алюминий | Чугун | .001 — .003. | 100°F |
 003 — .005″ data-order=».003 — .005″> .003 — .005 003 — .005″ data-order=».003 — .005″> .003 — .005 | Не рекомендуется | ||
| Алюминий | Легированный чугун | .001 — .003 | 100°F |
 003 — .005″ data-order=».003 — .005″> .003 — .005 003 — .005″ data-order=».003 — .005″> .003 — .005 | 200°F | ||
| .005 — Выше | Не рекомендуется | ||
| Алюминий | Ковкий чугун |  001 — .003″ data-order=».001 — .003″> .001 — .003 001 — .003″ data-order=».001 — .003″> .001 — .003 | 100°F |
| .000 — .002 | 100°F | ||
 002 — .003″ data-order=».002 — .003″> .002 — .003 002 — .003″ data-order=».002 — .003″> .002 — .003 | 150°F |
 00%» data-date-format=»DD.MM.YYYY» data-time-format=»HH:mm» data-features=»["info","searching","after_table_loaded_script"]» data-search-value=»» data-lightbox-img=»» data-head=»on» data-head-rows-count=»1″ data-pagination-length=»50,100,All» data-auto-index=»off» data-searching-settings=»{"columnSearchPosition":"bottom","minChars":"0"}» data-lang=»default» data-override=»{"emptyTable":"","info":"","infoEmpty":"","infoFiltered":"","lengthMenu":"","search":"","zeroRecords":"","exportLabel":"","file":"default"}» data-merged=»[]» data-responsive-mode=»2″ data-from-history=»0″>
00%» data-date-format=»DD.MM.YYYY» data-time-format=»HH:mm» data-features=»["info","searching","after_table_loaded_script"]» data-search-value=»» data-lightbox-img=»» data-head=»on» data-head-rows-count=»1″ data-pagination-length=»50,100,All» data-auto-index=»off» data-searching-settings=»{"columnSearchPosition":"bottom","minChars":"0"}» data-lang=»default» data-override=»{"emptyTable":"","info":"","infoEmpty":"","infoFiltered":"","lengthMenu":"","search":"","zeroRecords":"","exportLabel":"","file":"default"}» data-merged=»[]» data-responsive-mode=»2″ data-from-history=»0″>Технические вопросы, касающиеся использования и установки муфты
Выбор материала
Втулки могут быть изготовлены из чугуна, легированного железа, ковкого чугуна, стали или алюминия. В пределах категории чугуна гильзы могут быть изготовлены методом литья или более распространенным процессом «центробежного литья», который с инженерной точки зрения представляет собой «центробежную» штамповочную машину. Качество и консистенция рукава более предсказуемы при использовании центробежного процесса. Darton производит все наши втулки, кроме стальных и алюминиевых, с использованием центробежного процесса, и, кроме того, Darton использует запатентованное оборудование для изменения скорости вращения литейных форм для управления уплотнением материала и плотностью определенных химических веществ в матрице материала. Пожалуйста, обратитесь к спецификациям материалов в разделе «Наши услуги», чтобы узнать о конкретных химических и механических свойствах.
Пожалуйста, обратитесь к спецификациям материалов в разделе «Наши услуги», чтобы узнать о конкретных химических и механических свойствах.
Стальные втулки обычно не используются, за исключением гибридных установок или там, где необходимы выходы для сверхтонких стенок размером 0,040–0,060. Хотя прочность стали на растяжение, как правило, выше в сталях серии ASTM 4-5000, механические свойства стали не так хорошо подходят для использования в гильзе цилиндра без дополнительной обработки материала, такой как термообработка и/или покрытие поверхности. Когда стальные втулки обработаны и покрыты твердым хромом или никасилом, втулка становится очень прочной и полезной, однако затраты очень высоки, иногда в 4-5 раз дороже, чем из ковкого чугуна. Литые, легированные, ковкие или стальные втулки приемлемы для использования в железных или алюминиевых блоках, хотя в каждом случае требуются разные процедуры установки.
Алюминиевые втулки считаются специальными изделиями и могут практически использоваться только в алюминиевых блоках, сухих втулках. Основным преимуществом алюминиевых втулок является экономия веса и, как правило, одинаковая скорость расширения. Хотя алюминий может достигать прочности на растяжение более 50 000 фунтов на квадратный дюйм, удлинение алюминия не подходит для применения с мокрой муфтой. Кроме того, алюминиевые гильзы потребуют покрытия отверстия, такого как никасил, для работы в качестве гильзы цилиндра. Существуют некоторые материалы с алюминиевой структурой, называемые «MMC» или металлической матрицей, которые содержат некоторое количество кремния и карбида для улучшения или обеспечения устойчивости к истиранию поршневых колец, однако механическая обработка этого типа материала сложна и дорога.
Основным преимуществом алюминиевых втулок является экономия веса и, как правило, одинаковая скорость расширения. Хотя алюминий может достигать прочности на растяжение более 50 000 фунтов на квадратный дюйм, удлинение алюминия не подходит для применения с мокрой муфтой. Кроме того, алюминиевые гильзы потребуют покрытия отверстия, такого как никасил, для работы в качестве гильзы цилиндра. Существуют некоторые материалы с алюминиевой структурой, называемые «MMC» или металлической матрицей, которые содержат некоторое количество кремния и карбида для улучшения или обеспечения устойчивости к истиранию поршневых колец, однако механическая обработка этого типа материала сложна и дорога.
Сверление, хонингование, обкатка
Механическая обработка любого материала по существу представляет собой операцию «выдалбливания». Существует множество форм этой выемки, которую мы называем механической обработкой, но во всех случаях ее лучше всего определить как «отрыв» материала от исходной поверхности. Скорость, процесс и тонкость удаления материала оцениваются в зависимости от количества материала, удаляемого за один оборот, скорости удаления и окончательной отделки.
Скорость, процесс и тонкость удаления материала оцениваются в зависимости от количества материала, удаляемого за один оборот, скорости удаления и окончательной отделки.
Чтобы расточка была предсказуемой, а результат стабильным, скорость, глубина резания, конструкция и геометрия резцов, а также жесткость станка должны соответствовать выполняемой работе. Во всех случаях расточки или хонингования втулок в блоке должна быть установлена и затянута пластина деки, точно воспроизводящая головку блока цилиндров двигателя. Кроме того, Darton рекомендует при растачивании ковкого чугуна использовать твердосплавные режущие пластины и использовать охлаждающую жидкость. Darton рекомендует использовать оборудование Rottler для растачивания и подготовки блоков. www.rottlermfg.com
При хонинговании необходимо использовать деку, а камни, давление и ход должны определяться производителем хонинговального станка. Хонингование может состоять из двух или трех этапов, включающих черновую, чистовую обработку и выравнивание. Во всех случаях хонингования с длительными выдержками на отверстие и/или большим количеством съема материала будет выделяться много тепла. Это тепло обычно поглощается втулками и хонинговальным маслом. Концентрация тепла, каменных частиц и металла влияет на чистоту поверхности, контроль размера и деформацию втулки. Darton рекомендует компанию Sunnen как лучший поставщик хонинговального оборудования, процедур и технической помощи. Посетите: www.sunnen.com
Во всех случаях хонингования с длительными выдержками на отверстие и/или большим количеством съема материала будет выделяться много тепла. Это тепло обычно поглощается втулками и хонинговальным маслом. Концентрация тепла, каменных частиц и металла влияет на чистоту поверхности, контроль размера и деформацию втулки. Darton рекомендует компанию Sunnen как лучший поставщик хонинговального оборудования, процедур и технической помощи. Посетите: www.sunnen.com
После подготовки стенки втулки приработка определяется применением, посадкой поршня к стенке, посадкой поршневого кольца и геометрией поршневого кольца. Независимо от того, какой набор деталей используется, окончательная приработка не происходит до тех пор, пока кольца не примут форму «бочонка» и не будет выбрано окончательное масло. Высокая смазывающая способность, препятствующая «отвесному трению» на поверхности поршневого кольца, препятствует надлежащей приработке. Такие масла, как синтетические или ультракомпаундированные масла, являются плохим выбором для приработки и способствуют застеклению стенок цилиндра. Когда стенка цилиндра покрыта глазурью, она никогда не будет удовлетворительно прирабатываться. Приработка — это точно согласованное действие между стенками цилиндра, поверхностью поршневого кольца и маслом, действующим как герметик, которому способствует сжатие.
Когда стенка цилиндра покрыта глазурью, она никогда не будет удовлетворительно прирабатываться. Приработка — это точно согласованное действие между стенками цилиндра, поверхностью поршневого кольца и маслом, действующим как герметик, которому способствует сжатие.
Другими факторами, влияющими на приработку, являются избыточное тепло, плохая посадка колец или поршней, конусность цилиндра, загрязнение узла и этот список можно продолжить.
Обкатка двигателя, тюнинг
Залейте в двигатель минеральное масло хорошего качества (не синтетическое) с вязкостью, соответствующей зазору вашего подшипника и предполагаемому использованию. Заправьте масляную систему перед запуском двигателя при выключенном зажигании с помощью двигателя или динамометрического стартера. Нам требуется обкатка и настройка с использованием динамометрического стенда двигателя или шасси следующим образом:
- После первого пуска прогрейте двигатель на 2000-2500. Следует соблюдать осторожность, чтобы не допустить чрезмерно богатой или обедненной смеси, которая вызовет заедание цилиндров.
 Следите за давлением и температурой масла.
Следите за давлением и температурой масла. - После первого запуска отрегулируйте клапаны, если используется регулируемый клапанный механизм, и затяните головки. Проверьте на наличие утечек. Двигатели
- Street потребуют многократных обкаток с увеличением оборотов и нагрузкой до максимальной мощности.
Использование динамометрического стенда позволяет приложить заданную нагрузку, чтобы поршневые кольца и другие компоненты сели правильно. Также гораздо проще контролировать температуру и давление, чем во время вождения. Большинство динамометрических стендов оснащены датчиками O≈ и EGT для облегчения настройки. Кривая времени и топлива должна быть адаптирована к вашему конкретному двигателю, чтобы гарантировать, что двигатель не детонирует, что приведет к отказу двигателя. Гоночный двигатель обычно изготавливается с достаточным зазором, чтобы не требовалось дальнейшей обкатки после настройки динамометрического стенда и прогона мощности. Тем не менее, мы рекомендуем перепроверить моменты затяжки болтов головки блока цилиндров после динамометрического испытания, так как прокладки головки блока цилиндров требуют установки. Не забудьте заменить масло и фильтр после сеанса динамометрического стенда, так как покрытия подшипников и металлические частицы будут задерживаться в масляном фильтре. Проверьте масло на наличие посторонних материалов и чрезмерного количества чешуек подшипника.
Не забудьте заменить масло и фильтр после сеанса динамометрического стенда, так как покрытия подшипников и металлические частицы будут задерживаться в масляном фильтре. Проверьте масло на наличие посторонних материалов и чрезмерного количества чешуек подшипника.
Первую тысячу миль на уличном двигателе следует вести умеренно, как указано ниже:
- Использование полного газа с высоким крутящим моментом должно быть ограничено и никогда не должно использоваться, пока двигатель не проработает не менее 15 минут.
- от 0 до 500 миль, не превышайте 4000 об/мин.
- от 500-1000, не более 6000 об/мин.
- свыше 1000 миль, без ограничений.
Кроме того, не двигайтесь с одной и той же скоростью в течение длительного времени во время обкатки. Убедитесь, что двигатель работает при надлежащей температуре охлаждающей жидкости и давлении масла. Не допускайте перегрева двигателя. При необходимости внесите необходимые изменения (радиатор, вентилятор, настройка), чтобы двигатель работал в надлежащем температурном диапазоне. Мы также рекомендуем вам не использовать синтетическое масло, по крайней мере, до 5000 миль. Синтетика работает настолько хорошо, что двигатель никогда не приработается должным образом, если ее использовать слишком рано.
Мы также рекомендуем вам не использовать синтетическое масло, по крайней мере, до 5000 миль. Синтетика работает настолько хорошо, что двигатель никогда не приработается должным образом, если ее использовать слишком рано.
Спецификации материалов
| Центробежно-литой чугун с шаровидным графитом ASTM-A536 | A-436 Центробежно-литой хромомолибден Класс 50 | Центробежное литье из серого чугуна ASTM-A48 класс 30 | Центробежно-литой чугун с шаровидным графитом ASTM-A536 |
|---|---|---|---|
 » data-order=»Chemical Comp.»> Химический комп. » data-order=»Chemical Comp.»> Химический комп. | C: 1,70–4,50 %Si: 1,00–3,00 Mn:. 10 — 1.00S: .10 MaxP:.10 MaxNi: 1.0 | C: 3,2–3,3%Si: 2,2–2,5Mn:.6–.8S:.10 MaxP:.20 MaxCr:.3–.5Mg: .03 |  10 — 3.50%Si: 1.80 — 2.00Mn: .45 — .90S: .12 MaxP: .12 MaxMo:.5 — 1.0″> C: 3,10–3,50 %Si: 1,80–2,00Mn: 0,45–0,90S: 0,12 MaxP: 0,12 MaxMo:0,5–1,0 10 — 3.50%Si: 1.80 — 2.00Mn: .45 — .90S: .12 MaxP: .12 MaxMo:.5 — 1.0″> C: 3,10–3,50 %Si: 1,80–2,00Mn: 0,45–0,90S: 0,12 MaxP: 0,12 MaxMo:0,5–1,0 |
| Прочность на растяжение | 100 000 фунтов на квадратный дюйм Мин. 689 МПа | 50 000 фунтов на квадратный дюйм Мин. 448 МПа |  207 Mpa» data-order=»30,000 PSI Min.207 Mpa»> 30 000 фунтов на квадратный дюйм Мин. 207 МПа 207 Mpa» data-order=»30,000 PSI Min.207 Mpa»> 30 000 фунтов на квадратный дюйм Мин. 207 МПа |
| Твердость (Bhn) | 240 — 290 | 200 — 240 | 196 — 269 |
| Класс | 100 — 70 — 03 | 65 — 45 — 12 | 30 — — |
| Термическая обработка | нормализованная перлитная | Нормализованный перлит | |
| Поперечная прочность | 140 000 фунтов на квадратный дюйм | 75 000 фунтов на квадратный дюйм |  » data-order=»2,200 Lb Min.»> 2200 фунтов Мин. » data-order=»2,200 Lb Min.»> 2200 фунтов Мин. |
| Микроструктура | Закаленный перлит | Закаленный феррит | Графит, преимущественно тип A, размер 4–7 |
| Матрица | Ферритный | Пластинчатый, свободный феррит, массивные карбиды | Матрица |
часто задаваемых вопросов | L.
 A.SLEEVE
A.SLEEVEВтулки цилиндра
- Как втулка удерживается в цилиндре?
- Вы делаете втулку для моего двигателя?
- Какую толщину стенки вы рекомендуете?
- Из какого материала изготовлены ваши рукава?
Как гильза держится в цилиндре?
Гильзы цилиндра обычно устанавливаются в цилиндр с помощью «посадки с натягом» (иногда называемой «прессовой посадкой»). Это означает, что размер блока или отверстия цилиндра меньше, чем внешний диаметр втулки. Гильза «вдавливается» в цилиндр, и разница в размерах удерживает гильзу на месте. Как правило, посадка с натягом втулки в чугунное отверстие составляет 0,0025 дюйма, а для алюминиевого отверстия — 0,004 дюйма.
Вы делаете втулку для моего двигателя?
Да. Скорее всего, L.A.SLEEVE производит нужный вам рукав. У нас есть более 4000 наименований втулок, относящихся к 50-летним моделям и отраслям. Если вы не найдете модель в одном из наших шести каталогов, наш торговый и технический персонал будет рад помочь вам найти муфту, отвечающую вашим требованиям.
Какую толщину стенки вы рекомендуете?
Мы изготавливаем три гильзы стандартной толщины стенки. 1/16 дюйма (0,0625 дюйма), 3/32 дюйма (0,09 дюйма)3 дюйма, 1/8 дюйма (0,125 дюйма).
Толщина стенки определяется в зависимости от требуемого применения или блока цилиндров. Как правило, наиболее популярная толщина стенки гильзы составляет 3/32 дюйма. Этот размер позволяет увеличить диаметр отверстий при сохранении прочности большинства блоков цилиндров.
Метод определения толщины стенки:
Внешний диаметр минус (-) внутренний диаметр, деленный на 2 = толщина.
Например: наружный диаметр 2,375 дюйма — внутренний диаметр 2,125 дюйма. = 0,250 дюйма разделить на 2 = 0,125 дюйма (1/8 дюйма) толщины стенки.
Из какого материала сделаны ваши рукава?
L.A.SLEEVE изготавливает гильзы цилиндров из сплава углеродистого хрома и молибдена, полученного методом центробежного формования. Железный сплав MOLY 2000 включает в себя многие из тех же сплавов, которые используются в современных алюминиевых цилиндрах с гальваническим покрытием. В отличие от алюминиевых отверстий с гальваническим покрытием, гильзы можно просверливать.
Железный сплав MOLY 2000 включает в себя многие из тех же сплавов, которые используются в современных алюминиевых цилиндрах с гальваническим покрытием. В отличие от алюминиевых отверстий с гальваническим покрытием, гильзы можно просверливать.
Эти литые втулки центробежного формования обладают высокой прочностью на растяжение от 48 000 до 53 000 фунтов на кв. дюйм, что обеспечивает простоту установки, беспроблемное растачивание или механическую обработку.
L.A.SLEEVE также производит втулки из ковкого чугуна и втулки из литого алюминия.
Установка гильз
- Вы устанавливаете гильзы в цилиндры в L.A.SLEEVE?
- Точно ли отверстия в втулке вашего двухтактного двигателя совпадают с отверстиями в цилиндре?
- При установке втулки нужно ли замораживать втулку перед установкой?
- После установки втулки нужно ли расточить втулку, чтобы поршень вошел в цилиндр?
- Какой рекомендуемый натяг втулки на блок?
- Должен ли я расточить свой цилиндр или блок, прежде чем я получу гильзу?
- Какое оборудование необходимо для установки рукава?
- Есть ли у вас какие-либо советы по установке втулки?
Вы устанавливаете гильзы в цилиндры в L.
 A.SLEEVE?
A.SLEEVE?L.A.SLEEVE устанавливает гильзы цилиндров в небольшие двигатели, такие как мотоциклы, водные транспортные средства, квадроциклы, снегоходы, картинги, компрессоры и промышленные двигатели. Позвоните в наш отдел повторных рукавов, чтобы узнать цену. Как правило, эта услуга занимает около 10-14 дней.
Проверьте в разделе «Замена гильз вашего баллона» в разделе «Технологии» процедуры доставки (загрузите «Отдел баллонов — Форма заказа на работу»).
L.A.SLEEVE расточит цилиндр для установки новой втулки, подгонит все порты к цилиндру, при необходимости немного уложит верхнюю часть цилиндра, расточит и отхонингует цилиндр для установки нового поршня и поставит весь необходимый верхний конец поршня. комплекты, прокладки и подшипники для завершения восстановления цилиндра.
Точно ли отверстия в втулке вашего двухтактного двигателя совпадают с отверстиями в цилиндре?
Очень близко! Номер детали каждой двухтактной втулки точно разработан и обработан в соответствии с обозначенной моделью и цилиндром. Везде, где это возможно, втулка обрабатывается с соответствующими углами, фасками и фасками, так что требуется лишь минимальное сглаживание портов. Компания L.A.SLEEVE стала пионером в технологии изготовления двухтактных втулок и является лидером по дизайну, применению и доступности. Мы храним и поставляем больше двухтактных втулок, чем любой другой производитель.
Везде, где это возможно, втулка обрабатывается с соответствующими углами, фасками и фасками, так что требуется лишь минимальное сглаживание портов. Компания L.A.SLEEVE стала пионером в технологии изготовления двухтактных втулок и является лидером по дизайну, применению и доступности. Мы храним и поставляем больше двухтактных втулок, чем любой другой производитель.
Предупреждение: Если вы получили втулку, которая не соответствует порту вашего цилиндра, скорее всего, это не та модель. Не устанавливайте втулку, пока не проконсультируетесь с нашим техническим персоналом.
При установке втулки нужно ли замораживать втулку перед установкой?
Нет. Но некоторым ремонтникам нравится охлаждать втулку. Считается, что рукав немного усядется, чтобы облегчить установку. Осторожность! Если разница между температурой блока и втулки слишком велика, в блоке может появиться трещина.
После установки втулки нужно ли расточить втулку, чтобы поршень вошел в цилиндр?
Да. Все втулки поставляются с получистовым отверстием. Поршень не подойдет, пока вы не расточите втулку до нужного поршневого зазора. Отхоните отверстие до зазора, рекомендованного производителем поршня.
Все втулки поставляются с получистовым отверстием. Поршень не подойдет, пока вы не расточите втулку до нужного поршневого зазора. Отхоните отверстие до зазора, рекомендованного производителем поршня.
Какова рекомендуемая посадка втулки на блок с натягом?
Гильза к чугунному отверстию — 0,0025″
Гильза к алюминиевому отверстию — 0,004″
Должен ли я расточить свой цилиндр или блок, прежде чем я получу гильзу?
Перед началом любых работ на машине рекомендуется измерить наружный диаметр втулки. Немного терпения окупится в долгосрочной перспективе.
Какое оборудование необходимо для установки рукава?
1. Расточная оправка. Существуют различные бренды, из которых можно выбрать.
2. Духовка. При установке гильзы рекомендуется подогрев цилиндра.
3. Измерительные инструменты. Необходимы точные микрометры.
4. Отточить. Отверстие должно быть отточено, чтобы размер поршневого зазора.
5. Инструменты для портирования. Двухтактные цилиндры требуют снятия фаски на порту.
Есть ли у вас какие-либо советы по установке втулки?
Да, вы можете найти руководства в разделе Техническая база.
Как пользоваться компрессионным рукавом. Nike.com
Как использовать компрессионный рукав. Nike.comРуководство по покупке
Вы видели, как их носят профессиональные спортсмены, но что делают компрессионные рукава? Каковы преимущества? Как вы их носите? Мы занимаемся этими и другими вопросами.
Последнее обновление: 21 октября 2021 г.
Чтение: 5 мин.
Хотите повысить свои спортивные результаты, просто поправив одежду? Ношение компрессионного рукава, который, как было показано, помогает восстановиться и поддерживать работоспособность, может быть вашим ответом.
1. Что такое компрессионный рукав?
Компрессионный рукав представляет собой плотную эластичную полоску ткани, обычно надеваемую на ноги или руки для улучшения кровотока.
В частности, спортсмены часто носят рукава на икрах, локтях, коленях или лодыжках.
Вы натягиваете рукав так же, как пару носков или перчаток, и вставляете его в нужное положение, прижимая к коже. Однако, в отличие от носков, компрессионные рукава имеют градиент сжатия, который способствует обратному току крови к сердцу.
2. Из чего сделаны компрессионные рукава?
Компрессионные рукава обычно изготавливаются из комбинации нейлона и спандекса, образуя легкое эластичное покрытие. Компрессионная одежда также часто содержит полиэстер.
Поскольку в последние годы компрессионные рукава стали более популярными, термин «компрессия» стал применяться для обозначения любой эластичной, облегающей спортивной одежды.
Тем не менее, настоящие компрессионные втулки предназначены для приложения мягкого давления для правильной работы. Это означает, что им нужно обнять вашу форму. Так что не выбирайте большие размеры, если вам будет тесно. Через какое-то время вы забудете, что он вообще есть.
Через какое-то время вы забудете, что он вообще есть.
3. Каковы преимущества компрессионных рукавов?
Компрессионные рукава, изначально предназначенные для лечения варикозного расширения вен и сведения к минимуму образования рубцов у пострадавших от ожогов, теперь широко используются спортсменами для увеличения кровотока. Оказывая давление на определенную область тела, компрессионный рукав может принести некоторые из следующих потенциальных преимуществ:
- Более эффективное восстановление
- Улучшенная экономичность
- Снижение риска травм
- Профилактика отеков и воспалений
4. Как работают компрессионные рукава?
Градиент давления, создаваемый компрессионным рукавом, манипулирует артериями и венами, повышая эффективность кровообращения.
Проще говоря, повышает кровяное давление для улучшения кровообращения. При повышении кровяного давления в определенной области увеличивается кровоток по всему телу, что может доставлять:
- Больше насыщенной кислородом крови к мышцам для расщепления глюкозы с образованием аденозинтрифосфата (АТФ), источника энергии для мышц
- Более быстрое выведение молочной кислоты из мышц для предотвращения мышечной усталости
- Повышение венозного возврата, уменьшение воспаления, задержки жидкости (отека) и отека, что может способствовать восстановлению после тренировки
- Сжатие мышц, которое ограничивает мышечные колебания (например, воздействие на ваши мышцы от удара стопы о землю после прыжка) и снижает риск последующей травмы
- Сжатие мышц, облегчающее симптомы отсроченной мышечной болезненности (DOMS)
5.
 Для чего нужны компрессионные рукава?
Для чего нужны компрессионные рукава?Если вы спрашиваете себя: «Когда и где мне носить компрессионный рукав для рук?» Ответ таков: во время любого вида спорта, требующего активности верхней части тела, такого как бег, баскетбол, теннис, гольф, волейбол, футбол или тяжелая атлетика.
Нарукавник также можно надевать во время тренировки, чтобы улучшить кровообращение, или после нее, чтобы помочь восстановлению.
Некоторые люди также носят компрессионные рукава в самолетах, чтобы предотвратить тромбоз глубоких вен, потому что компрессионное давление препятствует скоплению и свертыванию крови.
Существует несколько различных типов компрессионной одежды для верхней части тела, но вот несколько наиболее распространенных примеров:
- Плечо к кисти — включает в себя частичную перчатку и стимулирует приток крови к руке, останавливаясь непосредственно перед плечом. Теннисист может носить его во время тренировки, чтобы защитить руку от травм.

- Перчатка — Компрессионная перчатка используется для поддержки запястья. Например, игрок в гольф может носить это, чтобы предотвратить травму во время тренировки.
- Налокотник — Налокотник защищает ваши руки от ударов и царапин. Вы также можете приобрести налокотники с дополнительной защитой, например, налокотник Nike Contact Support. Это было бы особенно полезно для людей, занимающихся контактными видами спорта, такими как регби.
6. Для чего нужны компрессионные рукава для ног?
Виды спорта, которые требуют активности и подвижности нижней части тела, такие как футбол, баскетбол, езда на велосипеде, бег, тяжелая атлетика и футбол (и это лишь некоторые из них), идеально подходят для компрессионных рукавов для ног.
Наиболее часто используемые рукава включают компрессионные рукава для икр, коленей и лодыжек. Рукава для суставов, таких как лодыжка и колено, должны иметь пенопластовую прокладку, чтобы обеспечить дополнительную амортизацию и поддержку, чтобы еще больше уменьшить колебания мышц и риск травм.
Комбинация компрессионных рукавов для нижней и верхней части тела может быть полезна для занятий спортом, требующих полной нагрузки на тело, таких как футбол или баскетбол.
7. Когда следует носить компрессионный рукав?
Компрессионные чулки чаще всего носят во время упражнений, так как именно тогда ваши мышцы больше всего нуждаются в усилении кровотока, кислорода и энергии.
Вы также можете надевать компрессионные рукава после тренировки для ускорения восстановления. Увеличенный венозный возврат может уменьшить вызванное физической нагрузкой воспаление, удалить накопление молочной кислоты и свести к минимуму отек.
Помимо тренировок, спортсмены также часто носят компрессионные рукава во время путешествий, чтобы бороться с отеками и задержкой жидкости, вызванными скоплением крови из-за того, что им приходится вести малоподвижный образ жизни в течение длительного периода времени.
Источники
- https://www.
 ncbi.nlm.nih.gov/pmc/articles/PMC6404358/
ncbi.nlm.nih.gov/pmc/articles/PMC6404358/
- https://pubmed.ncbi.nlm.nih.gov/9306778/
- https://pubmed.ncbi.nlm.nih.gov/24596693/
- https://www.ncbi.nlm.nih.gov/pmc/articles/PMC6628249/
- https://journals.uair.arizona.edu/index.php/lymph/article/view/17082
Руководство по покупке
6 На что обратить внимание при покупке спортивной сумки
Руководство по покупке
Как выбрать идеальное спортивное бра
Руководство по покупке
3 На что обратить внимание при выборе компрессионного рукава для икр
Руководство по покупке
7 советов по выбору лучшего спортивного рюкзака
Спорт и активный отдых
Как увеличить пробег без травм, по мнению экспертов
Рукава | Altered Carbon Wiki
«Ваше тело — это не то, кто вы есть. Вы сбрасываете его, как змея сбрасывает кожу. Мы переносим человеческое сознание между телами, чтобы жить вечной жизнью».
Мы переносим человеческое сознание между телами, чтобы жить вечной жизнью».
Рукава — это термин, используемый для тел, которые служат вместилищем для кортикального стека, независимо от того, являются ли они рожденными естественным путем, генетически или кибернетически модифицированными или искусственно созданными, чтобы увеличить физические или умственные способности их пользователя, а также предоставить новые способности вообще.
Содержимое
- 1 рукав
- 2-втулочный амортизатор
- Память на 3 втулки
- 4 Двойной рукав
- 5 Поперечный рукав
Рукава
Когда использование технологии, известной как кортикальные стеки, стало повсеместным, человеческие тела считались не более чем «рукавами» для человеческого сознания. Тело, с которым рождается человек, называется его «родовыми рукавами». Сливинг — это процесс, при котором сознание человека переносится в другое тело, и он был разработан с помощью кортикальных стеков как метод межзвездного путешествия путем переноса человеческого сознания в миры, которые находятся на расстоянии триллионов миль, за секунды в ожидающий рукав, называемый Needlecasting.
Со временем рукава стали методом бесконечного продления жизни тех, кто мог себе это позволить. Обычные граждане могут перейти на новый рукав после смерти, но поскольку бедняки не могут позволить себе рукава самого высокого калибра с точки зрения возраста, здоровья и т. д., им остается покупать любые тела, которые они могут себе позволить, или они пусты и доступны независимо от их состояния, поэтому большинство граждан переодевают рукав хотя бы один раз после смерти, а затем остаются на складе. Существует юридический прецедент под названием «реституция жертв», который предоставляет бесплатный рукав жертвам несчастного случая, но, как и всем гражданам, им предоставляются любые доступные пустые рукава с более молодыми и здоровыми рукавами, требующими оплаты, которую большинство не может себе позволить. Однако богатые могут позволить себе иметь рукава, разработанные в соответствии с их спецификациями, часто выращивая клоны своих первоначальных тел для переноса. Утверждается, что один клон стоит больше, чем средний гражданин зарабатывает за всю жизнь.
Рукава могут быть изменены или изготовлены с помощью генетических и кибернетических улучшений для физических и умственных улучшений, превосходящих по силе, скорости, рефлексам, выносливости, выносливости и чувствам. Это можно увидеть, когда Рейлин врывается на Бойцовский дром, так как она может без особых усилий совершить огромный прыжок. Такие модификации также могут происходить в виде нейрохимических и других форм лекарств и ферментов, предназначенных для изменения эмоциональных и умственных способностей. Военная ветвь Протектората использует для своих солдат усиленные «боевые рукава», в которых есть более мощная версия нейрахема военного уровня, а также встроенная в них боевая мышечная память. В качестве альтернативы органическим рукавам граждане протектората могут надеть синтетические тела биороботов различной конструкции, хотя большинство предпочитает не делать этого, поскольку синтетические рукава могут только приблизиться к физическим ощущениям, которые естественным образом обладают органические рукава. Поэтому у тех, кто использует синтетические рукава, могут отсутствовать физические ощущения или чувства, такие как вкус и обоняние.
Поэтому у тех, кто использует синтетические рукава, могут отсутствовать физические ощущения или чувства, такие как вкус и обоняние.
Шок рукава
Когда у человека отмирает родовой рукав или быстро умирает новый рукав, он часто может получить сильную травму при помещении в чужой рукав. Чем чужероднее рукав с точки зрения возраста, расы, пола и т. д. и чем насильственнее смерть, тем сильнее шок. В спальных учреждениях часто есть терапевты и психологи, которые помогут с этим переходом. Пересадка в рукав, который находится ближе к рукаву человека при рождении, т. е. в клон, помогает избежать этого эффекта. Существуют методы умственной подготовки, которые способны предотвратить шок от рукава; как показано в случае с Посланниками, группой элитных суперсолдат, обученных противостоять психологической травме, возникающей из-за частого повторного использования рукавов.
Память рукава
Когда человека снова надевают в ранее использовавшийся рукав, даже если он был помещен на хранение, рукав по-прежнему вырабатывает феромоны и гормоны и сохраняет «воспоминания» о физической активности, опыте и даже тяге к предыдущим пользователям рукава. . Когда Такеши Ковач был переодет в рукав для рождения Элиаса Райкера, рукав поддерживал никотиновую зависимость Райкера, и Такеши начал курить сигареты, хотя сам их ненавидел. Такеши также развил сильное влечение к Кристин Ортеге, основанное на ее предыдущих отношениях с Райкером, заявив, что влечение было основано на «памяти» его рукавов, то есть на феромонах между рукавами Райкера и Ортеги.
. Когда Такеши Ковач был переодет в рукав для рождения Элиаса Райкера, рукав поддерживал никотиновую зависимость Райкера, и Такеши начал курить сигареты, хотя сам их ненавидел. Такеши также развил сильное влечение к Кристин Ортеге, основанное на ее предыдущих отношениях с Райкером, заявив, что влечение было основано на «памяти» его рукавов, то есть на феромонах между рукавами Райкера и Ортеги.
Двойной рукав
С оцифровкой человеческого сознания появилась возможность копировать сознание подобно тому, как копируется компьютерная программа, создавая точную копию разума человека. Создание дубликата самого себя в другом корковом стеке по своей сути не является незаконным, но размещение дубликата сознания в рукаве называется «двойным рукавом», что является крайне незаконным из-за проблематичного характера создания дубликатов самого себя и карается настоящей смертью.
Скрещенные рукава
Когда человек переодевается в рукав противоположного пола тому, в котором он родился. В « Падшем ангеле» Такеши Ковач пытается узнать больше о Лиззи Эллиот, отправившись в Jack It Off, ее предыдущее место работы, и поговорив с работником, который ее знал. Он получает информацию, только притворяясь Авой Эллиот, матерью Лиззи, с перекрестным рукавом в мужской рукав после отбытия тюремного заключения за свою работу Диппером.
В « Падшем ангеле» Такеши Ковач пытается узнать больше о Лиззи Эллиот, отправившись в Jack It Off, ее предыдущее место работы, и поговорив с работником, который ее знал. Он получает информацию, только притворяясь Авой Эллиот, матерью Лиззи, с перекрестным рукавом в мужской рукав после отбытия тюремного заключения за свою работу Диппером.
В Clash by Night Такеши вносит залог за Аву, но они переодевают ее в мужчину, но это не мешает ей узнавать ее мужа Вернона или дочери Лиззи.
В «Призраке» Леди Такеши на самом деле скрестила рукава и выдавала себя за лаунж-певца, пока Трепп не убил его и не поместил в Wedge в Harlan’s World.
Контент сообщества доступен по лицензии CC-BY-SA, если не указано иное.
Готовые и нестандартные компрессионные манжеты
Опубликовано Говардом А. Левиным, доктором медицины, 24 февраля 2017 г.
Существует три фактора, которые необходимо обсудить при принятии решения об использовании или рекомендации готового рукава вместо изготовленного по индивидуальному заказу. LympheDIVAs любит называть эти факторы тремя «C»: сжатие, соответствие требованиям и стоимость. Тем не менее, прежде чем рассматривать три C, необходимо устранить распространенное заблуждение о производстве одежды.
LympheDIVAs любит называть эти факторы тремя «C»: сжатие, соответствие требованиям и стоимость. Тем не менее, прежде чем рассматривать три C, необходимо устранить распространенное заблуждение о производстве одежды.
Компрессионное белье изготавливается из плоской или круговой вязки. Большинство готовых рукавов представляют собой бесшовные круговые вязки, в то время как большинство нестандартных рукавов имеют швы и плоскую вязку. Есть много аспектов, которые являются общими для этих двух методов, и меньше того, что их различает.
Прежде всего необходимо отметить, что нет хороших исследований, которые показывают преимущество использования компрессионного рукава плоской вязки по сравнению с компрессионным рукавом круглой вязки. Под хорошим исследованием мы подразумеваем, что в нем участвует достаточное количество людей, оно проводится людьми, не имеющими очевидных предубеждений, используемые измерения достоверны и статистика является хорошей.
Термин, который чаще всего используется при отделении кругового вязания от плоского, — «сдерживание». Это не медицинский термин, но обычно он подразумевает, что плоская вязка более жесткая и, следовательно, может «соединять» жировые складки, в то время как круговая вязка имеет тенденцию следовать за кожей в складках. Однако нет исследований, показывающих какое-либо клиническое преимущество одного типа над другим. Другой используемый момент для обсуждения заключается в том, что плоская вязка из более тяжелой ткани больше похожа на короткую эластичную повязку и при ношении выполняет насосное действие. К сожалению, это ошибочное мнение. Хотя плоская вязка толще, она не похожа на короткую эластичную повязку, а профиль компрессии аналогичен профилю круговой вязки.
Это не медицинский термин, но обычно он подразумевает, что плоская вязка более жесткая и, следовательно, может «соединять» жировые складки, в то время как круговая вязка имеет тенденцию следовать за кожей в складках. Однако нет исследований, показывающих какое-либо клиническое преимущество одного типа над другим. Другой используемый момент для обсуждения заключается в том, что плоская вязка из более тяжелой ткани больше похожа на короткую эластичную повязку и при ношении выполняет насосное действие. К сожалению, это ошибочное мнение. Хотя плоская вязка толще, она не похожа на короткую эластичную повязку, а профиль компрессии аналогичен профилю круговой вязки.
Три «К»: сжатие, соответствие требованиям и стоимость.
Компрессия
В готовых рукавах компрессия обычно указывается как класс компрессии, такой как класс I, и как диапазон компрессии, например, 20-30 мм рт.ст. Производители также дают диапазон размеров для 3 и более точек вдоль руки. Например, рукав среднего размера класса компрессии 1 должен иметь обхват запястья от 16,5 до 21,5 см. Это означает, что на запястье, где давление максимально, давление на запястье 16,5 см составляет около 20 мм рт.ст., а давление на запястье 21,5 см составляет около 30 мм рт.ст. Для определения давления обычно предполагается круглое поперечное сечение, чтобы обеспечить согласованность. Однако сечение на запястье не круглое, а на ладони тем более.
Это означает, что на запястье, где давление максимально, давление на запястье 16,5 см составляет около 20 мм рт.ст., а давление на запястье 21,5 см составляет около 30 мм рт.ст. Для определения давления обычно предполагается круглое поперечное сечение, чтобы обеспечить согласованность. Однако сечение на запястье не круглое, а на ладони тем более.
Несмотря на то, что LympheDIVAs публикует график зависимости давления от окружности (Fitters Aid ©), соответствующий каждой из наших точек измерения, другие производители умалчивают об этом. О чем диапазоны размеров не говорят вам, так это о том, что конкретное измерение пациента создает проблему. Например, когда окружность запястья находится на меньшем конце диапазона, а локоть — на верхнем конце диапазона, давление на локоть может превышать давление на запястье, потенциально создавая эффект жгута на локте. Проблема вряд ли возникнет, если пациент находится в середине диапазона во всех областях. Для этих относительно необычных пропорций будет показана нестандартная одежда, потому что производители могут приспособиться к этой конкретной проблеме, однако конкретный уровень сжатия для этих нестандартных предметов одежды по-прежнему не предоставляется производителем.
Терапевт часто летает вслепую в отношении давления на рукав готовой одежды и часто прибегает к обычаю «просто на всякий случай».
Странно, что рукава на заказ классифицируются только по степени компрессии, как и готовая одежда. Если производителю известны свойства ткани и длина окружности рукава и руки, то для каждой точки измерения должно быть указано число, например 25 ± 2 мм рт. ст. Если у терапевта или пациента нет доступа к оборудованию для измерения давления в рукаве, они также летают вслепую, когда получают индивидуальную одежду.
В идеале, таблица LympheDIVAs Fitters Aid© может быть полезной при выборе подходящего готового рукава.
Соответствие требованиям
Компрессионное белье, независимо от того, насколько оно хорошо сшито и подогнано, не работает, если его не носить. Все больше производителей обнаруживают, что рукав, который не выглядит медицинским, имеет ткань с влагоотводящими свойствами, дышащий и легкий, с большей вероятностью будет носиться. Остается проблема подгонки, которая сама по себе может быть искусством, чтобы обеспечить максимально допустимое давление. Часто повторяются истории о том, что грубый, горячий и тяжелый плоский вязаный рукав надевают только в кабинете терапевта.
Остается проблема подгонки, которая сама по себе может быть искусством, чтобы обеспечить максимально допустимое давление. Часто повторяются истории о том, что грубый, горячий и тяжелый плоский вязаный рукав надевают только в кабинете терапевта.
Стоимость
Изготовленные на заказ рукава стоят от 150 до 700 долларов, и часто их необходимо приобретать два раза в год. Годовая стоимость от 300 до 1400 долларов чаще всего из кармана. Расходов достаточно, чтобы не только не допустить этого, но и не дать им вернуться к своему врачу или терапевту.
Резюме
Поскольку недостаточно научных данных, чтобы сказать, что лучше для пациента: индивидуальный или хорошо подогнанный готовый рукав, на этом основании я бы поставил их на равные. Отсутствие точных цифр ни у кастома, ни почти у всех готовых рукавов тоже не дает преимущества. LympheDIVAs является исключением, которое ставит его впереди обоих. В конечном счете, стоимость и соответствие являются ключевыми факторами.