
9М14 Станок трубонарезной. Паспорт, схемы, описание, характеристики
Сведения о производителе трубонарезного станка 9М14
Производителем универсального трубонарезного станка 9М14 является Тбилисский станкостроительный завод им. Кирова
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
Трубообрабатывающие станки. Общие сведения
Трубообрабатывающий станок, машина для обработки металлических, главным образом стальных, труб путём снятия стружки или накатки резьбы.
Для получения на концах труб точных торцовых поверхностей служат трубоподрезные станки.
Для получения на концах труб резьбы (цилиндрической или конической) используются трубонарезные (труборезные) или трубонакатные станки (последний способ, как правило, обеспечивает более прочное резьбовое соединение).
При производстве труб ответственного назначения находят применение трубообрабатывающие станки для снятия дефектного поверхностного слоя труб перед холодной прокаткой.
9М14 Станок трубонарезной. Назначение, область применения
Трубонарезной станок 9М14 предназначен для токарной обработки труб и деталей трубных соединений (НКТ) применяемых для добычи и транспортировки нефти и природного газа и нарезания на них цилиндрических и конических резьб в условиях, индивидуального и мелкосерийного производства.
Станок трубонарезной модели 9М14 является специализированным токарно-винторезным станком, выполненным на базе универсального станка 1М63, с полым шпинделем и предназначен для обтачивания концов труб и нарезания на них цилиндической и конической резьб:
- метрической с шагом 1…12 мм
- дюймовой с шагом 24…2 ниток на дюйм
На станке можно обрабатывать штанги, замки, переводники, детали трубных соединений (нарезка резьбы НКТ, НКМ ГОСТ 633-80, нарезка резьбы на обсадные трубы ОТТМ, ОТТГ, Батресс ГОСТ 832-80, нарезка замковой резьбы на бурильных трубах, переводниках и т.д.), применяемые для добычи и транспортировки нефти и природного газа и в нефтедобывающей промышленности.
Станок имеет конусную линейку для обработки конических поверхностей и нарезания конических резьб.
Станок оснащен двумя механизированными четырех кулачковыми патронами диаметром 500 мм.
Обрабатываемая труба пропускается через полый шпиндель и зажимается двумя механизированными патронами. Другой конец трубы поддерживается люнетом. Шпиндель имеет прямое и обратное вращение.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Класс точности станка Н.
Шероховатость обработанной поверхности V5.
Аналоги трубонарезного станка 9М14
1А983, 1М983, 1Н983, СА983, СА984 — Ø800 — производитель Саста, ОАО г. Сасово
CT832.10, CT832.12, CT832.14 — Ø830 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
Габариты рабочего пространства трубонарезного станка 9М14. Эскиз суппорта
Габариты рабочего пространства станка 9М14
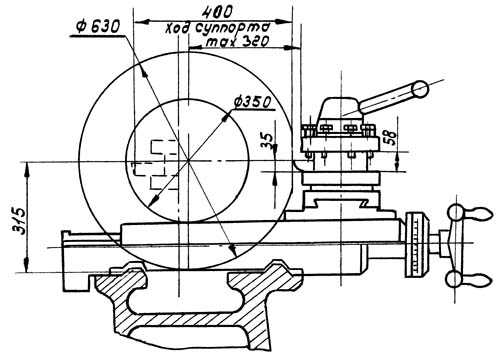
Габариты рабочего пространства станка 9М14. Эскиз суппорта
Чертеж шпинделя трубонарезного станка 9М14
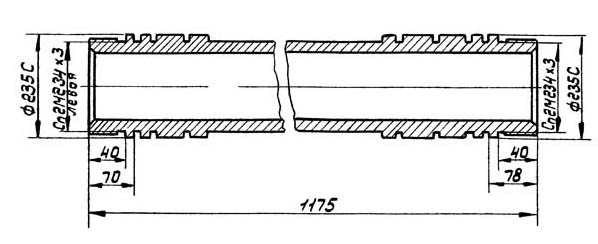
Чертеж шпинделя трубонарезного станка 9М14
Общий вид трубонарезного станка 9М14

Фото трубонарезного станка 9М14
фото трубонарезного станка 9М14. Смотреть в увеличенном масштабе

Фото трубонарезного станка 9М14
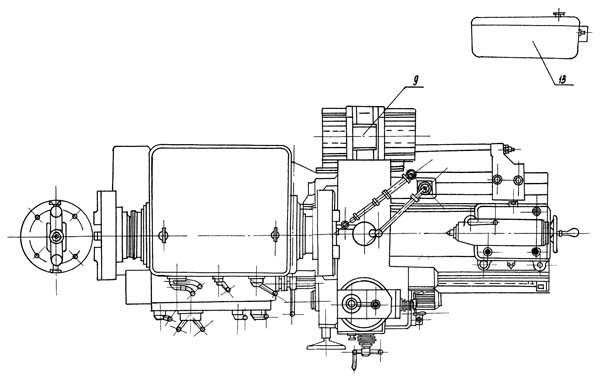
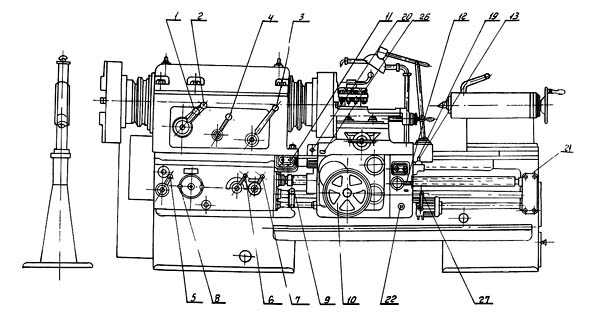
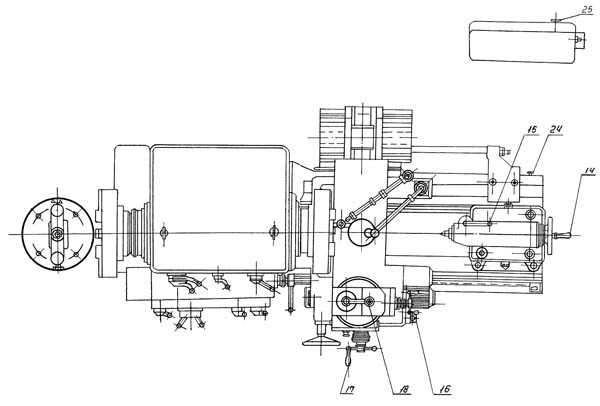
Расположение составных частей трубонарезного станка 9М14
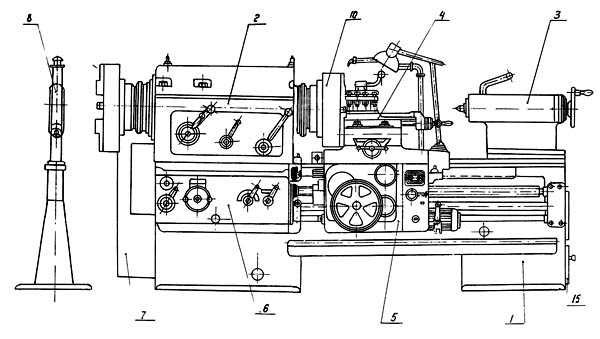
Расположение составных частей трубонарезного станка 9М14
Расположение составных частей трубонарезного станка 9М14. Смотреть в увеличенном масштабе
Расположение составных частей трубонарезного станка 9М14
Расположение составных частей трубонарезного станка 9М14. Смотреть в увеличенном масштабе
Перечень составных частей трубонарезного станка 9М14
- Станина — 9М14-01
- Коробка скоростей — 9М14-02
- Задняя бабка — 1М63-03
- Суппорт — 9М14-04
- Фартук — М63-61
- Коробка подач — 9М14-07
- Приклон и сменные шестерни — 9М14-08
- Люнет неподвижный — 9М14-10
- Конусная линейка — 9М14-12
- Патрон — ТНСУ-500
- Принадлежности — 9М14-13А
- Электрооборудование — 9М14-19
- Загрузочное устройство (по заказу) — 9М14-14
- Охлаждение — 9М14-17
Расположение органов управления трубонарезным станком 9М14
Расположение органов управления трубонарезным станком 9М14
Расположение органов управления трубонарезным станком 9М14. Смотреть в увеличенном масштабе
Расположение органов управления трубонарезным станком 9М14
Расположение органов управления трубонарезным станком 9М14. Смотреть в увеличенном масштабе
Спецификация органов управления трубонарезным станком 9М14
- Рукоятка для установки чисел оборотов шпинделя
- Рукоятка для установки чисел оборотов шпинделя
- Рукоятка для установки чисел оборотов шпинделя
- Рукоятка для включения правого или левого хода суппорта нарезки правой или левой резьбы
- Рукоятка для получения метрической или дюймовой резьбы и подач
- Рукоятка для установки величины шага резьбы и подач
- Рукоятка для включения ходового валика или ходового винта
- Рукоятка для установки величины шага резьбы и подач
- Рукоятка управления фрикционом
- Маховичок для ручного продольного перемещения суппорта
- Кнопочная станция включения и выключения главного привода
- Рукоятка для включения гайки ходового винта
- Рукоятка для управления быстрыми и рабочими перемещениями суппорта во всех направлениях
- Маховичок для перемещения пиноли задней бабки
- Рукоятка для закрепления пиноли задней бабки
- Рукоятка для ручного, перемещения верхних салазок суппорта
- Рукоятка для ручного поперечного перемещения суппорта
- Рукоятка для поворота, фиксации и закрепления резцовой головки
- Кнопка на рукоятке 13 для включения быстрого перемещения суппорта
- Рукоятка плунжерного насоса для ручной смазки направляющих
- Символ «Смазка»
- Символ «СОЖ включено»
- Символ «СОЖ отключено»
- Символ «Заземление»
- Символ «Заземление»
- Символ «Смазка направляющих, ходового винта»
- Рукоятка управления фрикционом
Схема кинематическая трубонарезного станка 9М14
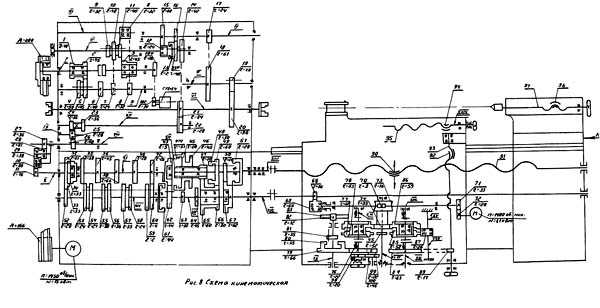
Кинематическая схема трубонарезного станка 9М14
Схема кинематическая трубонарезного станка 9М14. Смотреть в увеличенном масштабе
9М14 Станок трубонарезной. Видеоролик.
Технические характеристики станка 9М14
| Наименование параметра | 9М14 | |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | |
| Наибольший диаметр изделия, обрабатываемого над станиной, мм | 630 | |
| Наибольший диаметр изделия, обрабатываемого над суппортом, мм | 350 | |
| Диаметр обрабатываемых труб, мм | 30..203 | |
| Расстояние между центрами, мм 710 | 710 | |
| Наибольшая длина обработки по копирной линейке с наибольшей конусностью, мм | 400 | |
| Наибольшая конусность при обработке по копирной линейке, мм | 13 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 320 | |
| Высота центров, мм | 315 | |
| Шпиндель | ||
| Диаметр внутреннего (сквозного) отверстия шпинделя, мм | 210 | |
| Число ступеней частот прямого вращения шпинделя | 18 | |
| Частота вращения шпинделя в прямом направлении, об/мин | 16..500 | |
| Число ступеней частот обратного вращения шпинделя | 9 | |
| Частота вращения шпинделя в обратном направлении, об/мин | 28..700 | |
| Торможение шпинделя | Есть | |
| Суппорт. Подачи | ||
| Наибольшее перемещение продольной каретки суппорта, мм | 570 | |
| Наибольшее перемещение поперечной каретки суппорта, мм | 400 | |
| Число ступеней продольных подач | 32 | |
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | |
| Число ступеней поперечных подач | 32 | |
| Пределы рабочих подач поперечных, мм/об | 0,026..0,38 | |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 3,6 | |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 1,3 | |
| Количество нарезаемых резьб метрических | 19 | |
| Пределы шагов метрических резьб, мм | 1..12 | |
| Количество нарезаемых резьб дюймовых | 23 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 24..2 | |
| Количество нарезаемых резьб модульных | — | |
| Пределы шагов модульных резьб, модуль | — | |
| Количество нарезаемых резьб питчевых | — | |
| Пределы шагов нарезаемых резьб питчевых | — | |
| Цена деления лимба при продольном перемещении, град | 1 | |
| Цена деления лимба при поперечном перемещении, град | 0,05 | |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 220 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | |
| Наибольший угол поворота резцовых салазок, град | ±60° | |
| Цена деления шкалы поворота резцовых салазок, град | 1 | |
| Наибольшее сечение державки резца, мм | ||
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 35 | |
| Число резцов в резцовой головке | 4 | |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | ||
| Наибольшее перемещение пиноли, мм | 240 | |
| Перемещение пиноли на одно деление лимба, мм | ||
| Величина поперечного смещения корпуса бабки, мм | ±10 | |
| Электрооборудование | ||
| Количество электродвигателей на станке | 3 | |
| Электродвигатель главного привода, кВт | 15 | |
| Электродвигатель быстрых перемещений, кВт | 1,1 | |
| Электродвигатель гидростанции, кВт | нет | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | |
| Насос охлаждения (помпа) | ПА-22 | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 3050 х 1720 х 1350 | |
| Масса станка, кг | 4350 |
Связанные ссылки
Паспорта трубонарезных станков
Каталог справочник трубонарезных станков
stanki-katalog.ru
Станок специализированный трубонарезной 9М14 | Станочный Мир
Если Вам необходимо купить Станок специализированный трубонарезной 9М14 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок специализированный трубонарезной 9М14 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
Станок специализированный трубонарезной 9М-14Д (DN4-211)
Если Вам необходимо купить Станок специализированный трубонарезной 9М-14Д (DN4-211) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок специализированный трубонарезной 9М-14Д (DN4-211) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
Управляемый снаряд 9М14П | Ракетная техника
Противотанковый управляемый реактивный снаряд 9М14П представляет собой модернизированный вариант снаряда 9М14М, доработанный для обеспечения стрельбы в полуавтоматическом режиме управления.
Снаряд 9М14П предназначен для стрельбы по бронированным целям и огневым точкам с боевой машины 9П133 в полуавтоматическом и ручном режимах управления. Кроме того, снаряд 9М14П может использоваться для стрельбы в ручном режиме управления со всех видов пусковых установок, с которых ведется стрельба снарядами 9М14М (9М14).
]]>]]>
В отличие от снаряда 9М14М на снаряде 9М14П вместо одного трассера 9X44 симметрично размещены два трассера 9X416, обеспечивающие слежение за снарядом теплопеленгатором, входящим в состав аппаратуры полуавтоматического управления на боевой машине 9П133. В снаряде 9М14П применена боевая часть 9Н11ОМ1 с повышенной бронепробиваемостью. Допускается применение и боевой части 9Н11ОМ. Обе боевые части могут комплектоваться как взрывательным устройством 9Э236, так и взрывательным устройством 9Э212.
Отличительной особенностью снаряда 9М14П1 является отсутствие в нем по сравнению соснарядом 9М14П электрической цепи, идущей по корпусу снаряда и боевой части к донной части взрывательного устройства. Поэтому снаряд комплектуется только боевой частью 9М110М2, в которой используется лишь взрывательное устройство 9Э236 инерционного взведения. Комплектация снаряда 9М14П1 боевыми частями 9Н110М и 9Н110М1 не допускается.
Основные принципы управления снарядом
При использовании снаряда 9М14П в системах с полуавтоматическим управлением функции оператора в процессе наведения сводятся к удержанию марки прицела на цели. Вывод снаряда на линию визирования и удержание его на линии визирования до момента встречи с целью происходят автоматически.
Отклонения снаряда от линии визирования в двух плоскостях (по курсу и тангажу) воспринимаются фотоприемником теплопеленгатора и преобразуются в электрические сигналы, которые после усиления и преобразования поступают в счетно-решающий прибор (СРП) аппаратуры управления.
В СРП эти сигналы, пропорциональные угловым отклонениям снаряда, преобразуются в сигналы линейных отклонений от линии наведения по курсу и тангажу и подаются в блок формирования сигнала управления блока автоматики. Сигнал управления из блока автоматики по проводной линии связи передается на бортовую систему управления снаряда. Отработка подаваемых команд снарядом 9М14П аналогична отработке их снарядом 9М14М, так как бортовые системы управления этих снарядов не отличаются друг от друга. Принципы управления снарядом 9М14П в ручном режиме аналогичны принципам управления снарядом 9М14М.
В снаряде 9М14П по сравнению со снарядом 9MI4M изменены следующие узлы:
- боевая часть со взрывательным устройством;
- крыльевой отсек;
- трассер;
- блок сопротивлений.
Остальные узлы снаряда остались без изменений.
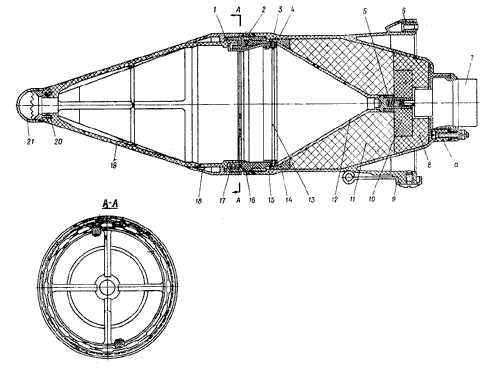
Боевая часть со взрывательным устройством
]]> ]]>
]]>
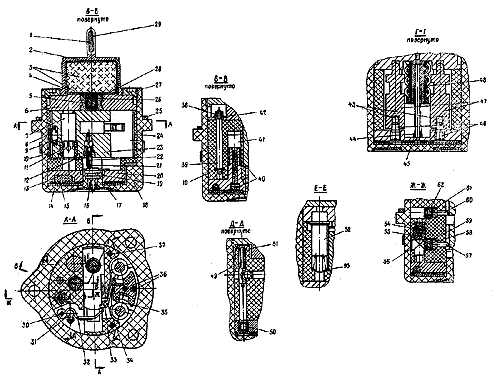
1-контакт; 2-винт; 3-кольцо; 4-прокладка; 5-пружина; 6-колодка; 7- донная часть взрывательного устройства; 8-шашка; 9-рычаг; 10-линза; 11-шашка; 12-воронка в сборе; 13-пружинная прокладка; 14-изолятор; 15-корпус; 16-корпус; 17-пьезоэлемент; 18-гайка; 19-колпак; 20-наконечник; 21-колпак
Основные отличия боевой части 9Н110М1 от боевой части 9Н110М состоят в том, что в ней применено новое взрывчатое вещество (ВВ) «ОКФОЛ» и более совершенная донная часть взрывательного устройства 9Э236.
Корпус 15 боевой части 9Н110М1 отличается от корпуса боевой части 9Н110М отсутствием проводов для подачи электрического импульса на электрозапалы взрывательного устройства, в связи с чем сняты выступы для крепления проводов. При комплектовании боевой части 9Н110М1 донной частью взрывательного устройства 9Э212 ставится корпус от боевой части 9Н110М с проводами.
Кумулятивный заряд боевой части 9Н110М1 по своему устройству и размерам такой же, как и у боевой части 9Н110М. Отличия только в том, что шашки 8 к 11 изготовляются из ВВ «ОКФОЛ» и незначительно конструктивно изменена воронка 12.
Взрывательное устройство 9Э236 — головодонное пьезоэлектрическое, мгновенного реакционного действия, предохранительного типа, с автономным взведением и самоликвидацией. Взведение взрывательного устройства происходит на расстоянии 70—200 м от пусковой установки.Взрывательное устройство 9Э236 состоит из двух основных частей: головной, заимствованной из взрывательного устройства 9Э212, и донной, соединяющихся между собой коммутирующими цепями, аналогичными цепям боевой части 9Н11ОМ.
]]> ]]>
]]>
1-колпачок; 2-колпачок; 3-взрывчатое вещество; 4-колпачек; 5-колпачек; 6-крышка; 7- искровой электродетонатор; 8-колпак; 9-пружина движка; 10-планка; 11-втулка; 12-трубка; 13,40,54,58,61-пиротехнический состав; 14-прокладка; 15-прокладка; 16-гайка; 17-контакт; 18-корпус; 19-контакт; 20-кольцо; 21-пружина; 22-колпачек; 23-движок; 24-втулка; 25-прокладка; 26-чашечка; 27-гайка; 28-втулка; 29-контакт; 30-ось; 31,43-шарик; 32-большой рычаг; 33-ось; 34-малый рычаг; 35-штифт; 36-ось; 37-шпилька; 38-гайка; 39-контакт; 41-капсюль-детонатор; 42-шайба; 44-пружина; 45-втулка; 46-винт; 47-баланс; 48-гильза; 49-жало; 50-капсюль-воспламенитель; 51-пружина; 52-ныряло; 53-пружина; 55-втулка; 56-заглушка; 57,60-стопор; 59,62-втулка.
Донная часть взрывательного устройства 9Э236 состоит из следующих основных узлов и механизмов:
- предохранительно-взводящего механизма;
- узла движка;
- воспламенительного механизма;
- узла дальнего взведения;
- узла самоликвидации;
- антиклевкового устройства;
- детонирующего устройства;
- корпуса и вспомогательных деталей.
Предохранительно-взводящий механизм служит для обеспечения безопасности взрывательного устройства Е служебном обращении и надежного взведения его в полете.Предохранительно-взводящий механизм состоит из узла гильзы 48 с зигзагообразными пазами, двух балансов 47 с запрессованными в них штифтами 35, двух винтов 46, двух осей 36, втулки 45, пружины 44 и двух шариков 43.
Узел движка служит для вывода электродетонатора из детонационной цепи взрывательного устройства в служебном обращении, перевода его в боевое положение в полете и переключения электрических цепей после взведения донной части взрывательногс устройства.
Узел движка состоит из движка 23 с искровым злектродетона-тором (ИЭД) 7, поджатым втулкой 11; колпака 8 с пружиной 9; колпачка 22 с пружиной 21; двух стопоров 57 и 60 и двух пиротехнических составов (предохранителей) 58 и 61, размещенных вс втулках 59 и 62.
Воспламенительный механизм служит для зажжения пиротехнического состава узлов дальнего взведения и самоликвидации. Воспламенительный механизм состоит из спускового устройства и накольного механизма. Спусковое устройство удерживает накольный механизм в служебном обращении и состоит из большого 32 и малого 34 рычагов с осями 30 я 33 и шарика 31. Накольный механизм состоит из жала 49 с пружиной 51 и втулки с капсюлем-воспламенителем 50.
Узел дальнего взведения служит для обеспечения взведения взрывательного устройства на заданном расстоянии oi пусковой установки и состоит из втулки 55 с запрессованным в нее пиротехническим составом 54.
Узел самоликвидации обеспечивает ликвидацию боевой части снаряда в случае промаха по цели и отказа взрывательного устройства по местности. Узел самоликвидации состоит из кольца 20 с запрессованным в него пиротехническим составом 13 и 40, капсюля-детонатора 41, металлической 15 и суконной J4 прокладок
Антиклевковое устройство служит для обеспечения невзведения движка при случайном срабатывании воспламенительного механизма или выкрашивании состава во втулках 59 и 62 в служебном обращении, при заклинивании и несходе с направляющих или клевке снаряда по истечении времени не более 0,2 — 0,3 сек с момента схода с направляющих. Антиклевковое устройство состоит из ныряла 52 и пружины 53.
Детонирующее устройство служит для подрыва боевого заряда снаряда при встрече с преградой и состоит из передаточного заряда и детонатора. Передаточный заряд состоит из чашечки 26, колпачка 5 с запрессованным в него ВВ 3. Передаточный заряд помещается во втулке 28, которая является арматурой крышки 6. Детонатор состоит из колпачка 2 с запрессованным в него ВВ 3 и колпачка 4.
Корпус и вспомогательные детали. Все детали и узлы с помощью шпилек 37 и .гаек 38 соединяются с втулкой 24, помещаются в корпус 18 и поджимаются гайкой 27. Шпильки 37 являются одновременно фиксаторами для крышки 6 и кольца 20. Заглушка 56 служит для обтюрации газов. Контакты 17, 19 и гайка 16 служат для обеспечения цепи короткого замыкания головной части в служебном обращении в собранной боевой части, а также для подсоединения искрового электродетонатора в цепь головной части после взведения донной части взрывательного устройства.Герметичность донной части обеспечивается применением герметика в резьбовых соединениях гайки 27 с корпусом 18 и колпачка 1 с гайкой 27.
Действие боевой части и взрывательного устройства.
При выстреле под действием линейных ускорений снаряда гильза 48, сжимая пружину 44, оседает вниз. Оседание гильзы происходит замедленно (в течение 0,1—0,2 сек) вследствие торможения ее балансами 47, которые она должна приводить в колебательное движение благодаря зацеплению штифтов 35 с зигзагообразными пазами гильзы. Одновременно опускается в крайнее нижнее положение ныряло 52, сжимая пружину 53.
После опускания гильзы происходит освобождение малого рычага 34, который, поворачиваясь вокруг оси 33 от давления на него большого рычага 32, освобождает последний. Большой рычаг 32, поворачиваясь вокруг оси 30, освобождает шарик 31. Последний в свою очередь освобождает жало 49, и оно под действием пружины 51 продвигается вниз, накалывая капсюль-воспламенитель 50. Форс огня от капсюля-воспламенителя зажигает пиротехнические составы в кольце 20 узла самоликвидации, во втулке 55 узла дальнего взведения и во втулке 59 узла движка.
После сгорания состава во втулке 59 движок 23 под действием сжатой пружины 9 движка выдавливает своим скосом стопор 57 и продвигается до упора другим скосом в стопор 60. Это продвижение происходит на стартовом участке траектории снаряда, когда ныряло 52 продолжает оставаться в крайнем нижнем положении. При продвижении движка 23 до упора в стопор 60 происходит перекрытие ныряла 52 движком.
В результате этого после окончания воздействия линейных ускорений ныряло 52 не сможет подняться вверх и удержать движок 23 от дальнейшего продвижения. После выгорания пиротехнических составов 54 во втулке 55 зажигается пиротехнический состав 61 во втулке 62, по выгорании которого движок 23 выдавливает стопор 60 под действием пружины 9 движка продвигается до упора во втулку 24. При продвижении движка 23 происходит размыкание цепи короткого замыкания головной части (колпачок 22 соскакивает с контакта 19 и становится на кольцо 20, изолированное от контакта 19). Одновременно с этим происходит подсоединение искрового электродетонатора 7 в цепь головной части (колпачок искрового электродетонатора 7 соскакивает с , планки 10 и упирается в контакт 19). Искровой электродетонатор 7 становится против передаточного заряда во втулке 28. Донная часть взрывательного устройства взведена.
При встрече с преградой на полюсах головной части взрывательного устройства возникает электрический заряд, который вызывает срабатывание искрового электродетонатора 7. Срабатывание электродетонатора 7 вызывает детонацию передаточного заряда во втулке 28, что приводит к срабатыванию детонатора в колпачке 2. В случае непопадания снаряда в бронированную цель и отказа взрывательного устройства по местности происходит самоликвидация донной части в такой последовательности. После сгорания пиротехнического состава 13 в кольце 20 форс огня вызывает срабатывание капсюля-детонатора 41, взрыв которого вызывает в свою очередь детонацию искрового электродетонатора 7, а последний — детонацию передаточного заряда и детонатора.
Тактико-технические данные
| Максимальная дальность управляемого полета, м | 3000 |
| Минимальная дальность прицельной стрельбы | 400 |
| Средняя маршевая скорость полета, м/с | 120 |
| Калибр, мм | 125 |
| Длина, мм | 860 |
| Поперечные габариты снаряда со сложенными крыльями, мм | 185 X 185 |
| Стартовый вес, | 11.4 |
| Габариты укупорки 9Я618 (с одним снарядом), мм: — длина — высота — ширина | 1051 340 350 |
Смотрите электронный вариант издания: Изделие 9С446. Техническое описание. Часть I. БЛ1.335.005 ТО/. — М.: Воениздат, 1980. — 120 С. (для изделия 9П133 и снарядов 9М14П1 (9М14П), 9М14). ]]>https://yadi.sk/d/wai0vgd6Zbjr2]]>
rbase.new-factoria.ru
Паспорт 9М14 Трубонарезной станок (Тбилиси)
Наименование издания:
Часть 1: Руководство по эксплуатации (9М14.00.000.РЭ1) — 147 страниц
Часть 2: Материалы по быстроизнашиваемым деталям (9М14.00.000.РЭ1)
Часть 3: Электрооборудование станка (9М14.00.000.РЭ2) — 30 страниц
Выпуск издания: Тбилисский станкостроительный завод имени Кирова
Год выпуска издания:1976
Кол-во книг (папок): 3
Кол-во страниц: 177
Стоимость: Договорная
Описание: Полный комплект документации
Часть 1: Руководство по эксплуатации (9М14.00.000.РЭ1)
Содержание:
1. Техническое описание
Назначение и область применения станка
Состав станка
— Схема расположения составных частей станка
— Схема расположения органов управления и табличек с символами
Устройство, работа станка и его основных частей
— Схема кинематическая станка
Перечень к кинематической схеме
— Коробка скоростей станка чертёж
— Суппорт станка чертёж
— Фартук станка чертёж
— Коробка подач станка чертёж
Система смазки станка
— Схема смазки станка
Перечень элементов системы смазки станка
Перечень точек смазки
2. Инструкция по эксплуатации
Указания мер безопасности
Порядок установки
— Схема транспортировки станка
Первоначальный пуск, настройка, наладка и режимы работы станка
Регулирование станка
— Схема расположения подшипников
Перечень подшипников качения
3. Паспорт
Общие сведения
Основные технические данные и характеристики
— Шпиндель чертёж
— Суппорт чертёж
— Схема установки станка
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о консервации
Свидетельство об упаковке
Гарантии
Часть 2: Материалы по быстроизнашиваемым деталям (9М14.00.000.РЭ1)
— Диск чертёж
— Гайка чертёж
— Червячная шестерня чертёж
— Втулка чертёж
— Фиксатор чертёж
— Гнездо чертеж
— Полугайка чертёж
Часть 3: Электрооборудование станка (9М14.00.000.РЭ2)
Электрооборудование станка
Общие сведения
— Схема электрическая принципиальная станка
Перечень покупного электрооборудования
— Схема электрическая соединений шкаф управления (Схема электрическая соединений панели управления)
— Схема электрическая соединений станка
Таблица соединений
Схема расположения электрооборудования на станке
Первоначальный пуск станка
Описание работы
Указания по монтажу и эксплуатации станка
Перечень возможных нарушений в работе станка
Инструкция по эксплуатации электрооборудования станка
Указания мер безопасности
Порядок установки
Паспорт электрооборудования станка
Сведения о ремонте электрооборудования станка
Сведения об изменениях в электрооборудовании станка
prompasport.ru
9М14 Википедия
У этого термина существуют и другие значения, см. Малютка.«Малютка» (Индекс ГРАУ — комплекс 9К11, ракета 9М14, по классификации НАТО — AT-3 Sagger, англ. тигель) — советский противотанковый управляемый реактивный снаряд первого поколения.
История комплекса
Ракета 9М14 ПТРК «Малютка».Был разработан в КБ машиностроения (г. Коломна) в 1960 году. Главный конструктор — С. П. Непобедимый.
Пъезоэлектрические взрыватели для боевой части ракеты были разработаны Научно-исследовательским технологическим институтом в Балашихе[1].
В ходе очередного военного парада на Красной площади 1 мая 1962 года боевые машины с муляжами ракет на направляющих проехали в парадном строю. Таким образом комплекс презентовали населению и присутствовавшим иностранным военным обозревателям[2]. Западные военные эксперты сходу усмотрели сходство между новым советским ПТРК и его более ранним французским аналогом SS.11, придя к заключению, что два комплекса, вероятно, идентичны по своим габаритным и тактико-техническим характеристикам. По западной оценке, комплекс обеспечивал поражение целей на расстоянии от 500 метров до 3 км, что абсолютно соответствовало действительным ТТХ «Малютки».[3]
16 сентября 1963 года был принят на вооружение. В СССР выпускались до 1984 года, произведено более 300 тыс. штук, также производился серийно в Китае и Югославии.
Предназначен для поражения танков, инженерных и фортификационных сооружений, надводных целей.
Различные варианты комплекса производились и производятся в Болгарии, Иране, Польше, Чехословакии, Китае, Тайване и других странах.
В конце 1960-х годов ракету модернизировали с присвоением индекса 9М14М. В дальнейшем КБМ предлагал вариант модернизации комплекса, получивший обозначение «Малютка-2».
Тактико-технические характеристики
Боевая машина 9П122 Боевая машина 9П133 модернизированного комплекса «Малютка-П»- Система наведения: командная, по проводам, ручная
- Длина: 860 мм
- Калибр: 125 мм
- Размах крыльев: 393 мм
- Масса ракеты: 10,9 кг
- Скорость полёта: 120 м/с
- Дальность пуска: 500-3000 м
- Время полета на максимальную дальность: 26 с
- Скорость вращения снаряда в полете: 8,5 об./с[4]
- Боевая часть: кумулятивная
- Масса боевой части: 2,6 кг
- Бронепробиваемость:
- под углом 0° — 400 мм
- под углом 60° — 200 мм
- Вероятность поражения цели типа танк: 0,7
Модификации
ПТУРС с кумулятивной головной частью в разрезеИндексы комплексов и ракет ГРАУ МО СССР
Базовая модель — ПТРК «Малютка» 9К11 с ракетой 9М14 в составе боевой машины 9П110 «Овод» на шасси БРДМ-1
- ПТРК «Малютка-М» 9К11М с ракетами 9М14М и 9М14М1
- ПТРК «Малютка-П» 9К11П с ракетами 9М14П и 9М14П1
- ПТРК «Малютка-2» 9К11-2 с ракетой 9М14-2
- Малютка М2Т (Maliutka M2T;Румыния) — вариант модернизации путём замены кумулятивного заряда на заряд от ПТРК Milan 2T, модернизации двигателя и систем управления, повысив бронепробиваемость до 880 мм. ПТРК устанавливался на БМП MLI-84M и RN-94, а также на БТР ZIMBRU 2000, но в серию так и не пошел.[5]
- HJ-73 («Красная стрела 73») — китайская нелицензионная копия.
На вооружении[6]
 Операторы ПТРК Малютка
Операторы ПТРК МалюткаБоевое применение
ПТУРС 9М14 (макет)Война во Вьетнаме (1957—1975)
Первое боевое применение ПТУР «Малютка» было отмечено 23-го апреля 1972 года во время войны во Вьетнаме в ходе захвата города Тан Чанх, когда этими комплексами были уничтожены танк M48A3 и бронетранспортёр M113 2-й роты 20-й танкового батальона южного Вьетнама. Отмечен случай, когда попаданием «Малютки» был выведен из строя узел связи, в результате чего вся 22-я пехотная дивизия лишилась контроля. Немногим позже «Малютками» были уничтожены пять танков М41 и ещё несколько бункеров. Через несколько дней 27-го апреля ПТУРами были уничтожены три танка M48A3 3-го эскадрона 20-й танковой группы, занимавшие оборонительные позиции на линии Донг Ха[17]. Всего за время одной лишь операции при помощи 9М14М войска Северного Вьетнама уничтожили не менее восьми танков М41 и М48, не считая другой техники[18][19][20].
ПТУРы активно применялись и в последующих боях.
Арабо-израильский конфликт
Съёмки египетского фильма «Охотники на броню», об отрядах коммандос вооружённых ПТУР «Малютка». На заднем плане сгоревший израильский танк M60. 1974 год В разобранном виде в контейнере 9М14П1-2Ф установленный на пусковую направляющую. На ближнем плане пульт управления ПТУРС «Малютка»
9М14П1-2Ф установленный на пусковую направляющую. На ближнем плане пульт управления ПТУРС «Малютка»ПТУР «Малютка» активно использовались в арабо-израильской войне 1973 года, поразив большое количество бронированной и вспомогательной техники. Значительных успехов в этой войне достигли египетские операторы. Египетский ракетчик Абдул Аата за первые сутки войны уничтожил 23 танка, причём 8 танков «Паттон» он поразил в течение одного часа[21]. На сирийском фронте наиболее известный эпизодом использования «Малюток» стала битва за Тель-Шамс 12 октября.
Всего в 1973 году по оценке арабской стороны с помощью ПТУР 9М14 было выведено из строя порядка 800 израильских танков[22]. Броня израильских танков американского производства пробивалась в 60% от попаданий «Малюток», в каждом из них погибало в среднем два танкиста[23].
Согласно американским исследованиям в 1973 году только от 6 до 25 процентов потерь израильских танков было от ПТУР «Малютка»[24]. Подавляющее большинство израильских танков было уничтожено огнём арабских танков (от 45[25] до 75 процентов[26]). Цифра 800 по всей видимости включает либо количество попаданий в танки, либо несколько ракетчиков поражали один танк, и каждый себе записывал по уничтоженной машине.
Западные источники также заявляют что командующий 252-й дивизией генерал Альберт Мандлер был убит попаданием «Малютки» в его бронемашину[27]. Подтверждения этого в израильским источниках найти не удалось.
Главным успехом ПТУР «Малютка» в Синае было то, что египетская пехота смогла захватить плацдарм на восточном берегу Суэцкого канала и, сражаясь один на один с израильскими танками, смогла удерживать его до того, как египетские инженеры проделают проходы в песчаной насыпи.
В ходе войны в Ливане 1982 года 27 ПТУР «Малютка» были захвачены Израилем в качестве трофеев[28].
В ходе войны 2006 года бойцы Хезболлы с помощью ПТРК «Малютка» уничтожили несколько единиц различной израильской техники. Также ракеты применялись против израильской пехоты, засевшей в домах[29][30].
Война в Анголе
В 1976 году кубинцы применяли ПТУР «Малютка» с захваченных португальских вертолётов против бронетехники ЮАР.
Афганская война
ПТУРС «Малютка» установленная на БМП-1В Афганистане имелись эпизоды, когда ПТУР «Малютка» использовался советскими войсками в борьбе с расчётами крупнокалиберных пулемётов противника.
…И вот, только Задорожный разобрался с растяжками этих двух мин, смотрит, еще какие-то покрытые инеем нити. — Пока одну нить за другой потихонечку перерезал, жути наглотался, что мама не хочу, — говорит Николай. Потом только выяснилось, что были нити от ПТУРСов, которые запускал прапорщик Лукьянов. Евгений Петрович Лукьянов, командир хозяйственного взода, в своё время оканчивал Печорскую школу прапорщиков войск специального назначения, и прекрасно разбирался в различных системах вооружения и в том числе мог запускать ПТУРСы (противотанковые управляемые реактивные снаряды). Наши БМП-1 были оснащены ПТУРСами «Малютка», которые при запуске тащат за собой до самой цели, тонкую проволоку, посредством которой они и управляются оператором наводчиком с башни боевой машины. Стрельбу этими установками можно вести на удалении до трех тысяч метров, бывает и наземный вариант, но у нас они были только на БМП. Предназначались они для стрельбы по танкам противника. Поскольку снаряды были очень дорогостоящими, по тем временам равнялись стоимости автомашины «Жигули», операторов-наводчиков учили только теоретически, без практического запуска, поэтому у наших бойцов никаких навыков пользования ими не было.
Учитывая все эти обстоятельства, еще до наступления зимы, подполковник Керимбаев приказал именно Лукьянову вести охоту за вражеским крупнокалиберным пулеметом ДШК, который досаждал нам и, кстати, который тогда им и был уничтожен. И эти нити, доставившие столько хлопот Николаю Задорожному, оказались проводами от тех снарядов….
Ирано-Иракская война
В ходе войны известен случай, когда из ПТРК «Малютка» был сбит иранский вертолёт AH-1J.[31]
Балканский конфликт
Установленные на грунте ПТУРС «Малютка», сербско-хорватская линия фронта недалеко от ДубровникаПТУР «Малютка» применялись в ходе войны в Хорватии. Известен случай, когда хорватский танк Т-34-85 времён Второй мировой войны успешно выдержал два попадания этих ПТУР[32].
Примечания
Литература
- Ангельский Р. Д. Отечественные противотанковые комплексы: Иллюстрированный справочник. — М.: ООО «Издательство ACT», 2002. — 192 с. — (Военная техника). — 10 000 экз. — ISBN 5-17-011744-2.
- Тихонов С. Г. Оборонные предприятия СССР и России : в 2 т.. — М. : ТОМ, 2010. — Т. 1. — 608 с. — 1000 экз. — ISBN 978-5-903603-02-2.
- Тихонов С. Г. Оборонные предприятия СССР и России : в 2 т.. — М. : ТОМ, 2010. — Т. 2. — 608 с. — 1000 экз. — ISBN 978-5-903603-03-9.
- Широкорад А. Б. Энциклопедия отечественного ракетного оружия 1918-2002 / Под общей ред. А. Е. Тараса. — Мн.: Харвест, 2003. — 544 с. — (Библиотека военной истории). — 5100 экз. — ISBN 985-13-0949-4.
- Шунков В. Н. Ракетное Оружие. — Мн.: Попурри, 2003. — (Военное дело). — ISBN 985-483-062-4.
- Jencks, Harlan W. New Chinese Sagger. // Infantry. — March-April 1981. — Vol. 71 — No. 2 — P. 20-21 — ISSN 0019-9532. (о китайской нелицензионной копии ПТРК HJ-73)
Ссылки
Комплексы управляемого вооружения СССР и России после 1945 года | |||
|---|---|---|---|
| |||
| |||
| |||
| Револьверы | |
|---|---|
| Пистолеты | |
| Пистолеты-пулемёты | |
| Автоматы Калашникова | |
| Прочие автоматы | |
| Винтовки и карабины | |
| Снайперские винтовки | |
| Пулемёты | |
| Гранатомёты и реактивные гранаты | |
| Огнемёты и штурмовые гранаты | |
| ПТРК | |
| ПЗРК | |
| Ружья | |
| Ручные гранаты | |
| Оружейные патроны |
|
Курсивом выделены экспериментальные (не принятые на вооружение) образцы | |
wikiredia.ru
Токарно-винторезный станок 1M63: технические характеристики, назначение и аналоги
Токарно-винторезный станок 1М63 начал серийно выпускаться в 1968 году на Рязанском станкостроительном заводе, придя на смену первой модели данной серии – станку 163. Внедрение данного станка и сходных с ним моделей позволило выйти на новый качественный уровень металлообработки. Данная модель станков предназначена для обработки деталей среднего и большого размера, рассчитана на единичное и мелкосерийное производство.
Основные преимущества станка 1М63
Высокую популярность оборудования обеспечили точность и качество производимых операций, его надежность и долговечность. Монолитные опоры и жесткая основа токарного станка 1М63 РМЦ 1400, 2800, стойкие к износу направляющие и другие элементы конструкции обеспечили возможность высокоскоростной обработки твердосплавных металлов. Позволяют максимально использовать все возможности обработки на высоких скоростях конструкция и материал станины станка, шпинделя и каретки, а также надежность используемых деталей и узлов.
Основные конструктивные особенности и преимущества:
- Широкие возможности применения рабочих инструментов из твердых и специальных сплавов.
- Высокая жесткость шпиндельного узла, нижней части суппорта и станины. Позволяет проводить обработку на высоких скоростях.
- Специальный мотор для обеспечения продольного и поперечного перемещения суппорта в процессе работы.
- Возможность регулировки шага резьбы при нарезке. Для этого предусмотрена возможность смены колес на гитаре и изменения параметров коробки подач токарно-винторезного станка.
- Движение верхней части. Необходимо для обработки длинных и коротких конических деталей.
Назначение и технические характеристики
Основное назначение станка – это токарная обработка внутренних и наружных поверхностей различной формы. Возможности оборудования позволяют обрабатывать с высокой точность как простые цилиндрические, так и конические, и различные сложные поверхности. Помимо точения и растачивания, станок позволяет производить операции нарезки различных типов резьб (метрической, дюймовой, питчевой и т. д.), а также сверление, развертку и зенкование с применением резцов и другого инструмента.
Возможности станка позволяют производить обработку заготовок длиной до 10 000 мм (в зависимости от РМЦ), диаметром до 630 мм и массой до 2 тонн. Основные технические характеристики станка 1M63 можно изучить из приведенной ниже таблицы:
| Технические характеристики станка 1М63 | Параметры |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 700 |
| Диаметр обработки над станиной, мм | 630 |
| Диаметр обработки над суппортом, мм | 350 |
| Расстояние между центрам | 750 — 10 000 |
| Наибольшая длина детали, устанавливаемой в выемке станины, мм | 900 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 105 |
| Фланцевой конец шпинделя по DIN | 11М |
| Количество ступеней частот вращения шпинделя | 22 |
| Пределы частот вращения шпинделя, об/мин | 10 — 1 250 |
| Ускоренное продольное перемещение суппорта, м/мин | 5,2 |
| Ускоренное поперечное перемещение суппорта, м/мин | 2 |
| Мощность электродвигателя главного привода | 15 кВт |
| Наибольший вес обрабатываемой детали в центрах, кг | 3 500 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 950 — 12 470 х 1 780 х 1 550 |
| Масса станка, кг | 4 200 — 13 200 |
Данный токарный станок имеет класс точности «Н» что позволяет производить широкий перечень деталей для ремонта машин и оборудования, крепежа и других изделий. Следует отметить и высокий диапазон частот вращения шпинделя — от 10 до 1250 об/мин при работе на прямом ходе, и от 18 до 1800 об/мин при обратном. Благодаря этому станок имеет 22 режима скорости при прямой обработке и 11 скоростей при реверсе, что значительно расширяет возможности работы с различными материалами.
Благодаря своей точности и высокой производительности станок 1М63 широко применяется для единичного и мелкосерийного производства в механических цехах и ремонтных мастерских. Его надежность, неприхотливость и универсальность, вместе с доступной ценой, обеспечивают его высокую популярность в различных отраслях промышленного производства и на транспорте.
Аналоги станка 1М63
В настоящее время выпускается значительное количество аналогов станка 1M63. Это модели СМ1761, СМ1762 и СМ1763 производства Минского завода им. Машерова, СА630С завода Саста и многие другие модели от отечественных и зарубежных производителей.
mekkain.ru